一种用于轴孔的套料磨削一体化加工刀具的制作方法
本技术涉及磨削设备,具体为一种用于轴孔的套料磨削一体化加工刀具。
背景技术:
1、轴广泛应用于矿山、冶金、工程机械等领域,为了避免轴类零件加工过程中原材料的浪费,常常采用套料加工工艺将工件加工成钢管。机械式挖掘机的中央枢轴作为工程装备的关键承载及运动构件,对轴孔的内表面精度要求很高,需要采用内孔研磨、抛光等工艺加工直至达到设计精度要求,且由于大型轴孔的加工对套料加工机床、研磨机床提出了更高的要求,直接加大机床的体积或更换型号势必增加生产成本。
2、目前常采用先用套料加工刀具将工件加工切削形成轴孔,再采用研磨、抛光等设备或工艺进行再次加工,生产成本较高、加工周期较长。
技术实现思路
1、鉴于上述缺点与不足,本实用新型提供一种用于轴孔的套料磨削一体化加工刀具,可以将在轴孔的制备中的切削成型和精细打磨一体化,减少轴孔的制备的生产成本和加工周期。
2、为了达到上述目的,本实用新型采用的主要技术方案包括:
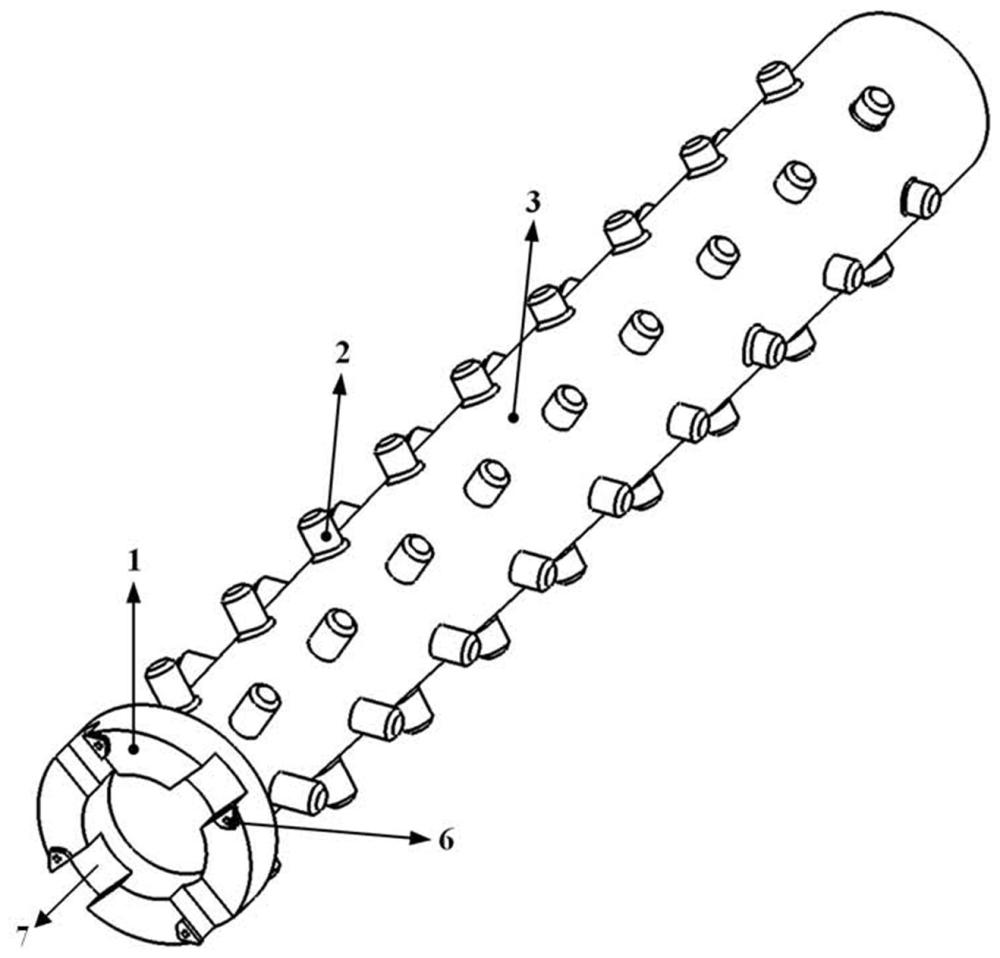
3、一种用于轴孔的套料磨削一体化加工刀具,其特征在于,包括:刀杆、刀片、刀头、软管和金刚石颗粒,所述刀杆前端与刀头连接,后端与软管连接,刀片安装在刀头上,沿周向均匀布置,金刚石颗粒设置在刀杆上,沿刀杆表面均匀布置。
4、所述刀杆为中空圆锥形钢管,刀杆前端直径小于刀杆后端直径。
5、所述金刚石颗粒为圆锥体形状,焊接在刀杆表面上,金刚石颗粒的高度由刀杆前端至刀杆后端依次减小,同周向的金刚石颗粒上端部都在同一个圆周面上,同轴向的金刚石颗粒上端部都在同一水平面上,且各个位置的金刚石颗粒上端部在轴向方向高于刀头0.5~1mm。
6、所述软管输入端与外部冷却液输出端连接,软管输出端通过开关阀与刀杆后端连通。
7、所述刀片螺纹连接于刀头上,刀头上开设有便于冷却液和切屑排出的u型槽。
8、本实用新型具有以下有益效果及优点:
9、1、通过在刀杆上焊接金刚石颗粒,实现套料加工与轴孔内表面磨削同步进行,提高加工效率,减少企业生产成本;
10、2、通过将刀杆设计成中空圆锥形,根据圆锥的直径变化改变金刚石颗粒高度,随着刀具在毛坯轴的不断切入,实现轴孔内表面同一位置先粗磨再精磨,保证了稳定的磨削效果。
技术特征:
1.一种用于轴孔的套料磨削一体化加工刀具,其特征在于,包括:刀杆、刀片、刀头、软管和金刚石颗粒,所述刀杆前端与刀头连接,后端与软管连接,刀片安装在刀头上,沿周向均匀布置,金刚石颗粒设置在刀杆上,沿刀杆表面均匀布置。
2.根据权利要求1所述的用于轴孔的套料磨削一体化加工刀具,其特征在于:所述刀杆为中空圆锥形钢管,刀杆前端直径小于刀杆后端直径。
3.根据权利要求2所述的用于轴孔的套料磨削一体化加工刀具,其特征在于:所述金刚石颗粒为圆锥体形状,焊接在刀杆表面上,金刚石颗粒的高度由刀杆前端至刀杆后端依次减小,同周向的金刚石颗粒上端部都在同一个圆周面上,同轴向的金刚石颗粒上端部都在同一水平面上,且各个位置的金刚石颗粒上端部在轴向方向高于刀头0.5~1mm。
4.根据权利要求1所述的用于轴孔的套料磨削一体化加工刀具,其特征在于:所述软管输入端与外部冷却液输出端连接,软管输出端通过开关阀与刀杆后端连通。
5.根据权利要求1所述的用于轴孔的套料磨削一体化加工刀具,其特征在于:所述刀片螺纹连接于刀头上,刀头上开设有便于冷却液和切屑排出的u型槽。
技术总结
本技术公开一种用于轴孔的套料磨削一体化加工刀具,包括:刀杆、刀片、刀头、软管和金刚石颗粒,所述刀杆前端与刀头连接,后端与软管连接,刀片安装在刀头上,沿周向均匀布置,金刚石颗粒设置在刀杆上,沿刀杆表面均匀布置,金刚石颗粒的高度由刀杆前端至刀杆后端依次减小,同周向的金刚石颗粒上端部都在同一个圆周面上,同轴向的金刚石颗粒上端部都在同一水平面上。本技术通过在刀杆上焊接金刚石颗粒,实现套料加工与轴孔内表面磨削同步进行,提高加工效率,减少企业生产成本,轴孔内表面同一位置先粗磨再精磨,保证了稳定的磨削效果。
技术研发人员:李万科,衣凤明,陈灏,王宏伟,田鑫,王朝华,夏岩,刘智理,何洪涛,赵洪,于敦海
受保护的技术使用者:沈阳露天采矿设备制造有限公司
技术研发日:20230313
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!