一种水杯壳体的缩口整底模具的制作方法
本技术属于水杯加工装备领域,尤其涉及一种水杯壳体的缩口整底模具。
背景技术:
1、现有的保温杯体,其外壳和内胆(水杯壳体)的底部一般分别焊接连接有外壳底和内胆底,由于焊接对尺寸要求较高,而水杯壳体的底部端口多为失圆状态,需要对底部端口整形后才能保证焊接质量。
2、另外,缩口是目前保温生产过程中常用的,将杯口旋缩变小后以适配杯盖;但目前现有技术的缩口加工中,为了取放方便,水杯壳体的内壁与锁扣模具之间存在间隙,而这个间隙会导致在缩口过程中,水杯壳体的口部与底部产生歪斜,也就是口部和底部的垂直度一致性低;这就导致在内胆和外壳配口时,内胆和外壳的侧壁容易碰到一起(靠边现象,如附图1所示), 抽真空后,热量会从靠边处散发,使保温杯的保温性能下降,对此现有技术中需要将外壳和内胆之间的间隙放大,内胆壁和外壳壁之间的真空层单边间隙通常设置为不小于2.5mm,用于避免发生靠边现象;但这样会导致保温杯体积变大,或者容积变小。
3、而且,现有技术的加工工艺中,如公开号为cn112207513a的专利文献中所述,a1:取直径为35-150mm的钛管,经过割管、水涨、分杯、缩口、割料头、整口、整底、滚螺纹、平口、平底、压口工序,成型完成后制得所述钛杯外壳;由此可知,现有技术一般采用先缩口后整底,且两道工序独立分开,不仅会产生上述缩口产生的问题,而且加工效率也低。
技术实现思路
1、本实用新型的目的是提供一种水杯壳体的缩口整底模具,能够同时加工整底和缩口,效率更高;而且加工出的水杯壳体垂直度高,可以避免靠边现象,加工出的保温杯真空层的间隙更小,使保温杯做到更大的容量。
2、为实现上述目的,本实用新型采用如下技术方案。
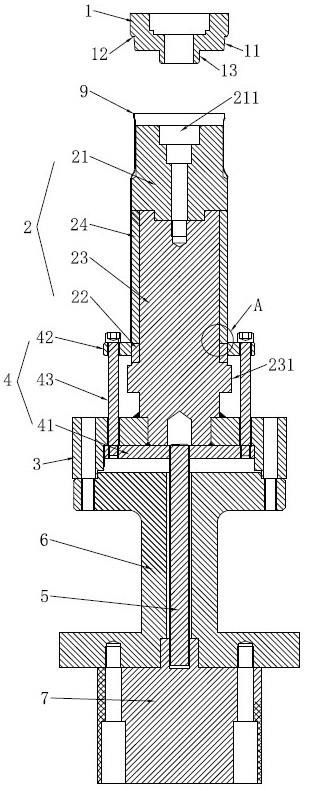
3、一种水杯的缩口整底模具,从上到下依次设有上模、下模和法兰盘; 上模,固定连接在设备的升降机构上可以上下移动,其上端设有施力平台用于向水杯壳体施压;下模,其上端为径向向内缩的缩口部,下端设有径向向外凸出的整底部,整底部与水杯壳体的下端口内壁紧配合,且整底部的上端外侧设有上小下大过渡的导向面;法兰盘,固定连接在设备旋转机构上,提供旋转动力;还包括脱模机构,与设备推拉机构连接能够上下移动,用于支撑和顶起水杯壳体。
4、采用上述技术方案,该模具由于设置了缩口部和整底部,缩口和整底可以同时一次完成加工,加工效率更高;而且,由于是需要将水杯壳体通过上模施压下压使其下端口与整底部紧配合完成整底后,才进行缩口处理,缩口时,由于水杯壳体的下端被整底部限制,旋缩过程中,水杯壳体的口部和底部不会发生歪斜,可以确保其垂直度,解决了现有技术存在的问题。
5、作为优选,上模下端设有第一凸台与水杯壳体的口部内侧相适配,第一凸台的上端设有施力平台。
6、采用上述技术方案,第一凸台用于插入到水杯壳体的口部,具有导向作用,保证水杯壳体不歪斜;施力平台用于对水杯壳体的口部施压使水杯壳体向下移动。
7、作为优选,第一凸台的下端还设有第二凸台,缩口部的顶部与第二凸台对应设有导向槽。
8、采用上述技术方案,导向槽与第二凸台配合,可以进一步确保水杯壳体下压过程中保持竖直,保证其不歪斜,垂直度高。
9、作为优选,下模包括模杆,模杆的下端设有限位环;模杆的外侧从上到下依次套装有模套和整底部,整底部的下端与限位环接触被限位;缩口部设在模杆的顶部;缩口部上端向内收缩,其下端的外壁与模套的外壁平齐,导向槽设在缩口部的顶部;整底部径向向外凸出与水杯壳体的下端口内壁紧配合。
10、采用上述技术方案,将整底部和缩口部单独设置为一个零件,由于这两个部件在加工过程中长期处于摩擦状态,磨损后不用整体更换下模仅更换整底部和缩口部即可,节约了成本。
11、作为优选,整底部和缩口部采用钨钢材质。
12、采用上述技术方案,采用钨钢材质,更加耐磨,寿命更长,且不需要将整个下模都使用钨钢材料,节约成本。
13、作为优选,脱模机构,通过推拉杆与设备推拉机构连接能够上下移动,包括设于法兰盘和设备旋转机构之间限位腔内的脱模底板、套装在下模下端外侧的脱模顶板,脱模底板和脱模顶板之间用脱模连接杆连接,脱模顶板用于支撑和顶起水杯壳体。
14、采用上述技术方案,这种结构简单可靠,成本低,且脱模机构的运动行程控制方案灵活,可以根据需要采用下模上的限位环对脱模顶板的限位来限制向下移动,或者通过法兰盘和设备旋转机构之间限位腔对脱模底板的上下限位来限制上下两个方向的移动,或者直接通过控制设备推垃机构的推拉行程来限制其上下移动。
15、作为优选,整底部与水杯壳体下端口内壁之间的紧配合单边过盈量为0.15mm~0.3mm。
16、采用上述技术方案,这个过盈量区间可以保证整底后水杯壳体的下端口圆整度,便于焊接,保证焊接质量。
17、作为优选,整底部与水杯壳体下端口内壁之间的紧配合单边过盈量为0.2mm。
18、采用上述技术方案,这个过盈量,在保证整底的圆整度的同时,也确保了水杯壳体的顺利脱模。
19、与现有技术相比本实用新型的有益效果是:采用上述技术方案,该模具由于设置了缩口部和整底部,缩口和整底可以同时一次完成加工,加工效率更高;而且,由于是需要将水杯壳体通过上模施压下压使其下端口与整底部紧配合完成整底后,才进行缩口处理,缩口时,由于水杯壳体的下端被整底部限制,旋缩过程中,水杯壳体的口部和底部不会发生歪斜,可以确保其垂直度,解决了现有技术存在的问题。
技术特征:
1.一种水杯壳体的缩口整底模具,从上到下依次设有上模(1)、下模(2)和法兰盘(3);其特征在于:
2.根据权利要求1所述的一种水杯壳体的缩口整底模具,其特征在于:上模(1)下端设有第一凸台(11)与水杯壳体(9)的口部内侧相适配,第一凸台(11)的上端设有施力平台(12)。
3.根据权利要求2所述的一种水杯壳体的缩口整底模具,其特征在于:第一凸台(11)的下端还设有第二凸台(13),缩口部(21)的顶部与第二凸台(13)对应设有导向槽(211)。
4.根据权利要求3所述的一种水杯壳体的缩口整底模具,其特征在于:下模(2)包括模杆(23),模杆(23)的下端设有限位环(231);模杆(23)的外侧从上到下依次套装有模套(24)和整底部(22),整底部(22)的下端与限位环(231)接触被限位;缩口部(21)设在模杆(23)的顶部;缩口部(21)上端向内收缩,其下端的外壁与模套(24)的外壁平齐,导向槽(211)设在缩口部(21)的顶部;整底部(22)径向向外凸出与水杯壳体(9)的下端口内壁紧配合。
5.根据权利要求4所述的一种水杯壳体的缩口整底模具,其特征在于:整底部(22)和缩口部(21)采用钨钢材质。
6.根据权利要求1所述的一种水杯壳体的缩口整底模具,其特征在于:脱模机构(4),通过推拉杆(5)与设备推拉机构(7)连接能够上下移动,包括设于法兰盘(3)和设备旋转机构(6)之间限位腔内的脱模底板(41)、套装在下模(2)下端外侧的脱模顶板(42),脱模底板(41)和脱模顶板(42)之间用脱模连接杆(43)连接,脱模顶板(42)用于支撑和顶起水杯壳体(9)。
7.根据权利要求1-6任一权利要求所述的一种水杯壳体的缩口整底模具,其特征在于:整底部(22)与水杯壳体(9)下端口内壁之间的紧配合单边过盈量为0.15mm~0.3mm。
8.根据权利要求7所述的一种水杯壳体的缩口整底模具,其特征在于:整底部(22)与水杯壳体(9)下端口内壁之间的紧配合单边过盈量为0.2mm。
技术总结
本技术公开了一种水杯壳体的缩口整底模具,能够同时加工整底和缩口,效率更高;而且加工出的水杯壳体垂直度高,可以避免靠边现象,加工出的保温杯真空层的间隙更小,使保温杯做到更大的容量;包括从上到下依次设有上模、下模和法兰盘;上模,固定连接在设备的升降机构上可以上下移动,其上端设有施力平台用于向水杯壳体施压;下模,其上端为径向向内缩的缩口部,下端设有径向向外凸出的整底部,整底部与水杯壳体的下端口内壁紧配合,且整底部的上端外侧设有上小下大过渡的导向面;法兰盘,固定连接在设备旋转机构上,提供旋转动力;还包括脱模机构,与设备推拉机构连接能够上下移动,用于支撑和顶起水杯壳体。
技术研发人员:徐明昂,胡杨海,钟晓波
受保护的技术使用者:浙江哈尔斯真空器皿股份有限公司
技术研发日:20230317
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!