一种可控制出丝长度的控制装置、控制系统的制作方法
本技术涉及焊接设备,具体涉及一种可控制出丝长度的控制装置、控制系统。
背景技术:
1、现有手动钎焊焊机送丝机构,在焊接过程中,压丝轮推送焊丝前进并与工件接触产生电回路,形成电弧,进行钎焊焊接,操作人员在使用过程中,往往控制不了焊丝出丝长度,工艺要求焊接时焊丝离开焊枪嘴的出丝长度为焊丝直径的10-15倍,人员难以控制,每次操作焊机焊接时,操作人员须在其它铁质材料或焊接母材上进行引弧处理,将焊丝利用电弧燃断过长焊丝,控制出丝长度在大约的规范范围值之内,产生浪费并影响操作节拍,并产生成本浪费及工时浪费,也不能保证初始阶段的焊接质量。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术中的操作人员焊接过程中的引弧断丝等不必要的浪费和动作的问题,从而提供一种操作人员可以有效的进行控制,使得每次操作焊机焊接时,操作人员不必在其它铁质材料或焊接母材上进行引弧处理,不需要将焊丝利用电弧燃断过长焊丝,控制出丝长度在大约的规范范围值之内,避免产生浪费,节约了成本,提高了工作效率,保证初始阶段的焊接质量。可控制出丝长度的控制装置、控制系统。
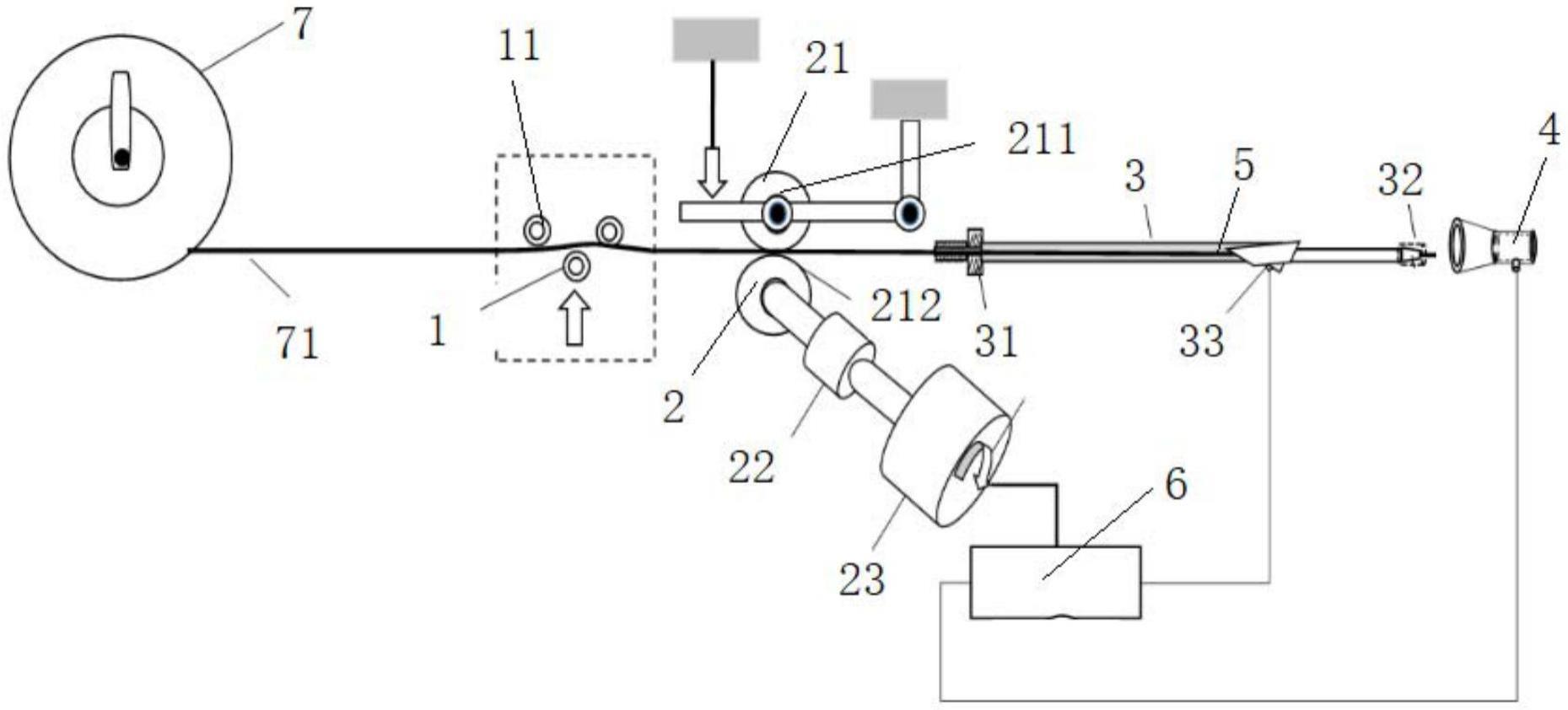
2、为了解决上述技术问题,本实用新型提供了一种可控制出丝长度的控制装置,包括:矫正机构;抽送机构,设于所述矫正机构的一端,所述抽送机构包括压紧结构和变速结构、以及驱动结构,所述驱动结构与所述变速结构连接,所述变速结构与压紧结构连接;焊枪,所述焊枪上设有焊枪把线,所述焊丝贯穿所述矫正机构和压紧结构、以及焊枪把线,所述焊枪把线上设有焊丝抽回件;位置导套,所述焊枪把线插入至所述位置导套内,且在所述位置导套上设有出丝长度检测器;控制装置,与所述矫正机构、抽送机构、焊丝抽回件、以及出丝长度检测器通讯连接。
3、进一步地,所述压紧结构包括压丝轮和送丝轮,所述压丝轮和送丝轮相对设置,且所述压丝轮与送丝轮之间设有预定间隙,所述焊丝贯穿所述间隙。
4、进一步地,所述变速结构设于所述驱动结构与送丝轮之间。
5、进一步地,所述驱动结构为变频电机。
6、进一步地,所述焊枪把线靠近所述抽送机构的一端设有送丝嘴,所述焊枪把线远离所述抽送机构的一端设有焊枪喷嘴,所述焊丝由所述送丝嘴进入所述焊枪把线内,并由所述焊枪喷嘴穿出。
7、进一步地,所述焊丝抽回件设于所述焊枪把线远离所述送丝嘴的一端。
8、进一步地,所述位置导套包括筒体和导向筒,所述导向筒自由端的直径大于与所述筒体连接一端的直径。
9、进一步地,所述筒体上设有激光扫描器,所述激光扫描器与控制装置通讯连接。
10、进一步地,矫正机构包括至少三个矫正轮,三个所述矫正轮位于所述焊丝的两侧,三个所述矫正轮间隔且交错设置。
11、本发明还提供了一种可控制出丝长度的控制系统,包括所述的可控制出丝长度的控制装置。
12、本实用新型技术方案,具有如下优点:
13、1.本实用新型提供的可控制出丝长度的控制装置,包括:矫正机构;抽送机构,设于所述矫正机构的一端,所述抽送机构包括压紧结构和变速结构、以及驱动结构,所述驱动结构与所述变速结构连接,所述变速结构与压紧结构连接;焊枪,所述焊枪上设有焊枪把线,所述焊丝贯穿所述矫正机构和压紧结构、以及焊枪把线,所述焊枪把线上设有焊丝抽回件;位置导套,所述焊枪把线插入至所述位置导套内,且在所述位置导套上设有出丝长度检测器;控制装置,与所述矫正机构、抽送机构、焊丝抽回件、以及出丝长度检测器通讯连接。
14、通过矫正机构的设置,即可以对焊丝轮盘内的焊丝进行矫正,使得焊丝由曲线状态变为直线状态。同时,利用抽送机构内的驱动结构带动焊丝进行移动,即实现了抽送的功能;由于驱动结构与变速结构连接,因此,可以利用变速结构调节送丝轮和的转速,使得送丝轮和压紧轮对焊丝进行精准的压紧,保证了焊丝的稳定移动,焊丝进入至焊枪把线内,该焊枪在不使用时,放置在位置导套内进行存储,同时,在位置导套上设有长度检测器,该长度检测器的设置,可有效的检测,焊丝伸出焊枪把线的长度,从而将该电信号传递至控制装置,控制装置控制驱动结构进行反转,从而将伸出的焊丝收回。该可控制出丝长度的控制装置的设置,操作人员可以有效的进行控制,使得每次操作焊机焊接时,操作人员不必在其它铁质材料或焊接母材上进行引弧处理,不需要将焊丝利用电弧燃断过长焊丝,控制出丝长度在大约的规范范围值之内,避免产生浪费,节约了成本,提高了工作效率,保证初始阶段的焊接质量。
15、2.本实用新型提供的可控制出丝长度的控制装置,所述压紧结构包括压丝轮和送丝轮,所述压丝轮和送丝轮相对设置,且所述压丝轮与送丝轮之间设有预定间隙,所述焊丝贯穿所述间隙。通过在压丝轮和送丝轮之间设置间隙,从而便于焊丝顺利的贯穿压紧结构。其中,压丝轮和送丝轮相对设置,保证了的经过焊丝的稳定性。
16、3.本实用新型提供的可控制出丝长度的控制装置,所述焊丝抽回件设于所述焊枪把线远离所述送丝嘴的一端。焊丝抽回件为设置在焊枪把线上的焊枪抽回开关,该焊枪抽回开关的设置,可将焊丝抽回信号传递至控制装置中,使得控制装置驱动抽送机构内的驱动结构运动,从而实现焊丝抽回。
17、4.本实用新型提供的可控制出丝长度的控制装置,所述位置导套包括筒体和导向筒,所述导向筒自由端的直径大于与所述筒体连接一端的直径。该筒体为固定端,导向筒设置在导向筒上,并且该导向筒为敞口结构,从而便于焊枪把线顺利的插入至该位置导套内进行存储。
18、提供
技术实现要素:
部分是为了以简化的形式来介绍对概念的选择,它们在下文的具体实施方式中将被进一步描述。实用新型内容部分无意标识本公开的重要特征或必要特征,也无意限制本公开的范围。
技术特征:
1.一种可控制出丝长度的控制装置,其特征在于,包括:
2.根据权利要求1所述的可控制出丝长度的控制装置,其特征在于,压紧结构(21)包括压丝轮(211)和送丝轮(212),压丝轮(211)和送丝轮(212)相对设置,且压丝轮(211)与送丝轮(212)之间设有预定间隙,焊丝(71)贯穿间隙。
3.根据权利要求2所述的可控制出丝长度的控制装置,其特征在于,变速结构(22)设于驱动结构(23)与送丝轮(212)之间。
4.根据权利要求1-3中任一项所述的可控制出丝长度的控制装置,其特征在于,驱动结构(23)为变频电机。
5.根据权利要求4所述的可控制出丝长度的控制装置,其特征在于,焊枪把线(3)靠近抽送机构(2)的一端设有送丝嘴(31),焊枪把线(3)远离抽送机构(2)的一端设有焊枪喷嘴(32),焊丝(71)由送丝嘴(31)进入焊枪把线(3)内,并由焊枪喷嘴(32)穿出。
6.根据权利要求5所述的可控制出丝长度的控制装置,其特征在于,焊丝抽回件(33)设于焊枪把线(3)远离送丝嘴(31)的一端。
7.根据权利要求6所述的可控制出丝长度的控制装置,其特征在于,位置导套(4)包括筒体(41)和导向筒(42),导向筒(42)自由端的直径大于与筒体(41)连接一端的直径。
8.根据权利要求7所述的可控制出丝长度的控制装置,其特征在于,筒体(41)上设有激光扫描器(411),激光扫描器(411)与控制装置(6)通讯连接。
9.根据权利要求5-8中任一项所述的可控制出丝长度的控制装置,其特征在于,矫正机构(1)包括至少三个矫正轮(11),三个矫正轮(11)位于焊丝(71)的两侧,三个矫正轮(11)间隔且交错设置。
10.一种可控制出丝长度的控制系统,其特征在于,包括权利要求1-9中任一项所述的可控制出丝长度的控制装置。
技术总结
本技术涉及焊接设备技术领域,具体涉及一种可控制出丝长度的控制装置、控制系统;可控制出丝长度的控制装置,包括:矫正机构;抽送机构,设于矫正机构的一端,抽送机构包括压紧结构和变速结构、以及驱动结构,驱动结构与变速结构连接,变速结构与压紧结构连接;焊枪,焊枪上设有焊枪把线,焊丝贯穿矫正机构和压紧结构、以及焊枪把线,焊枪把线上设有焊丝抽回件;位置导套,焊枪把线插入至位置导套内,且在位置导套上设有出丝长度检测器。使得每次操作焊机焊接时,操作人员不必在其它铁质材料或焊接母材上进行引弧处理,不需要将焊丝利用电弧燃断过长焊丝,控制出丝长度在大约的规范范围值之内,避免产生浪费,节约了成本。
技术研发人员:邓忠涛,刘继伟,王科晔
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:20230317
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!