一种导头可更换式机用大孔径孔锪窝工具的制作方法
本技术属于航空,尤其涉及一种导头可更换式机用大孔径孔锪窝工具。
背景技术:
1、在飞机装配中,有时为了获得装配表面平滑的效果,会使用锪窝工具,将孔周圈锪窝,使紧固件低于或齐平于装配面。常用的锪窝工具,一般为锪窝钻,装夹于风钻上使用。但针对于大孔径孔的锪窝时,风钻夹持就极不牢靠。例如机翼精加工2#肋端板铣切阶段,需要先对φ18、φ20、φ22、φ24等多种孔径进行锪窝,然后用埋头螺栓预紧,进行2#肋板铣切。在这一过程中存在以下问题:
2、1)切削量大,风钻偏摆严重,锪窝质量差;
3、2)导杆尺寸大,风钻上装夹不牢靠;
4、3)扭力大,操作技能要求高,劳动强度大;
5、多种孔径锪窝,需反复更换锪窝钻,费时费力,效率低。
技术实现思路
1、实用新型目的:本实用新型针对于大尺寸孔的锪窝特点,提供了一种大尺寸孔导头可拆卸的机用锪窝工具,该工具采用快换导头和切削刀具两段式结构,针对不同规格孔锪窝时,仅需要更换快换导头,夹持手柄可在机床刀柄上装夹,具备使用机床锪窝的能力。解决了针对于大孔径锪窝时,风钻夹持不牢靠、偏摆严重、锪窝质量差、作业强度大、效率低等问题。
2、技术方案:
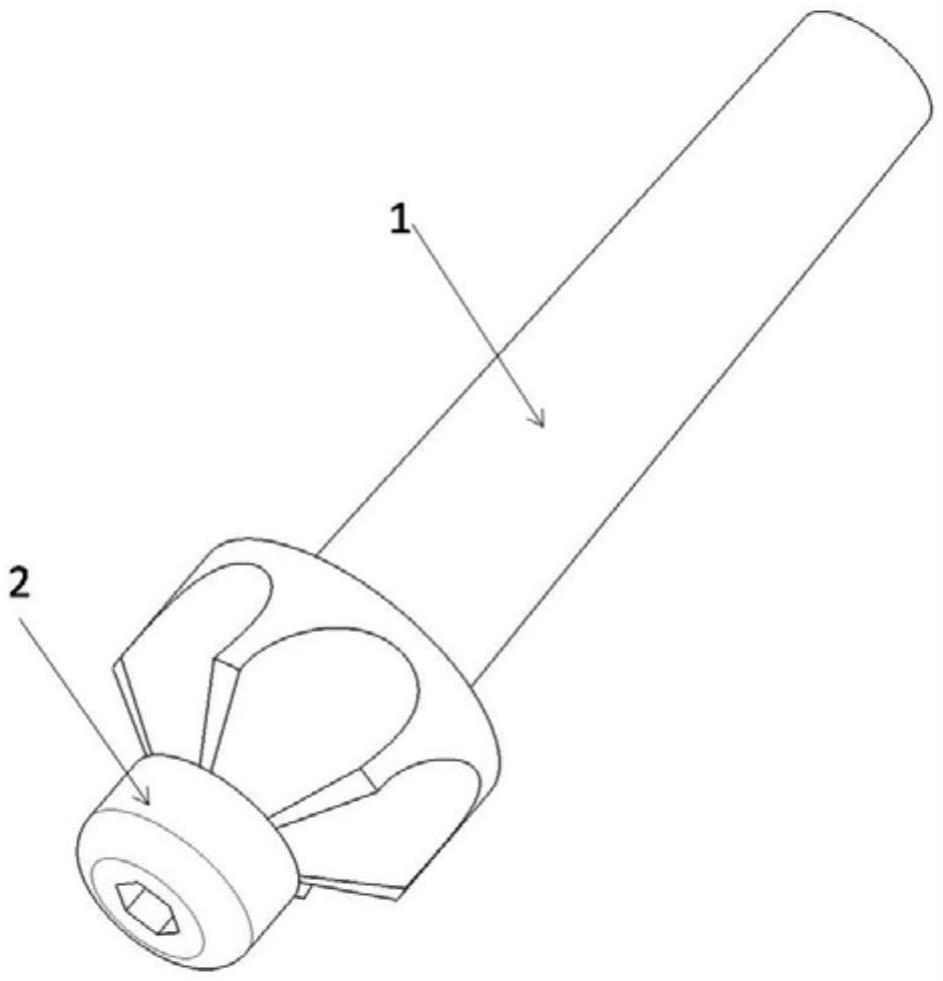
3、一种导头可更换式机用大孔径孔锪窝工具,包括切削刀具和快换导头,所述的切削刀具头部设置有螺栓孔,所述的快换导头上设置有外螺纹,所述的快换导头通过螺纹连接在切削刀具头部。
4、进一步,所述的快换导头包括螺杆及导杆,螺杆与螺栓孔螺纹匹配,导杆根据待加工孔的孔径设置多种规格。
5、进一步,导杆后端面与切削刀具之间有0.5mm间隙。
6、进一步,所述的导杆下端面倒圆角,侧壁采用抛光处理,并涂覆润滑油。
7、进一步,所述的导杆上设置有内六方孔。
8、进一步,削刀具的切削部位的表面涂刷润滑油液。
9、进一步,切削刀具的手柄端连接至数控机床手柄。
10、有益效果:
11、本实用新型提供了一种大孔径导头可拆卸机用锪窝工具,该工具具有导头可更换,可配合机床使用的特点。针对多种不同规格的大孔径孔锪窝时仅需更换不同规格的导头即可。具有方便快捷、体积小,结构精巧的优势,使用方法简单,适用性广。解决了大孔径孔锪窝质量差、作业强度大、效率低等问题。
技术特征:
1.一种导头可更换式机用大孔径孔锪窝工具,其特征在于:包括切削刀具和快换导头,所述的切削刀具头部设置有螺栓孔,所述的快换导头上设置有外螺纹,所述的快换导头通过螺纹连接在切削刀具头部;所述的快换导头包括螺杆及导杆,螺杆与螺栓孔螺纹匹配,导杆根据待加工孔的孔径设置多种规格;导杆后端面与切削刀具之间有0.5mm间隙。
2.根据权利要求1所述的一种导头可更换式机用大孔径孔锪窝工具,其特征在于:所述的导杆下端面倒圆角,侧壁采用抛光处理,并涂覆润滑油。
3.根据权利要求2所述的一种导头可更换式机用大孔径孔锪窝工具,其特征在于:所述的导杆上设置有内六方孔。
4.根据权利要求1所述的一种导头可更换式机用大孔径孔锪窝工具,其特征在于:削刀具的切削部位的表面涂刷润滑油液。
5.根据权利要求1所述的一种导头可更换式机用大孔径孔锪窝工具,其特征在于:切削刀具的手柄端连接至数控机床手柄。
技术总结
本技术属于航空技术领域,尤其涉及一种导头可更换式机用大孔径孔锪窝工具,包括切削刀具和快换导头,所述的切削刀具头部设置有螺栓孔,所述的快换导头上设置有外螺纹,所述的快换导头通过螺纹连接在切削刀具头部,本技术提供了一种大孔径导头可拆卸机用锪窝工具,该工具具有导头可更换,可配合机床使用的特点。针对多种不同规格的大孔径孔锪窝时仅需更换不同规格的导头即可。具有方便快捷、体积小,结构精巧的优势,使用方法简单,适用性广。解决了大孔径孔锪窝质量差、作业强度大、效率低等问题。
技术研发人员:赵平,于应林,王平,魏学志,陈治宏
受保护的技术使用者:陕西飞机工业有限责任公司
技术研发日:20230322
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!