一种电池凸帽焊接夹具的制作方法
本技术涉及电池制造领域,具体涉及一种电池凸帽焊接夹具。
背景技术:
1、圆柱电池在和产品组装的过程中,需要考虑组装的便利性以及安全性,越来越多产品选择用“电池+凸帽”的设计方式替代传统“电芯+引出片”的设计方式,该类设计对电芯与凸帽的同心距要求较高,在电池生产中,凸帽焊接工序直接影响同心距,在凸帽焊接定位时需充分考虑定位精度;且根据激光焊接特性,凸帽必须与电芯正负极紧密贴合,同时压爪不能遮挡住焊点,现有的电池凸帽焊接夹具难以满足上述要求。
2、因此,设计一种在不遮挡住焊点的前提下能够保证凸帽能被压紧且不会发生位移的电池凸帽焊接夹具。
技术实现思路
1、本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种在不遮挡住焊点的前提下能够保证凸帽能被压紧且不会发生位移的电池凸帽焊接夹具,克服了现有技术中难以满足焊接要求的缺陷。
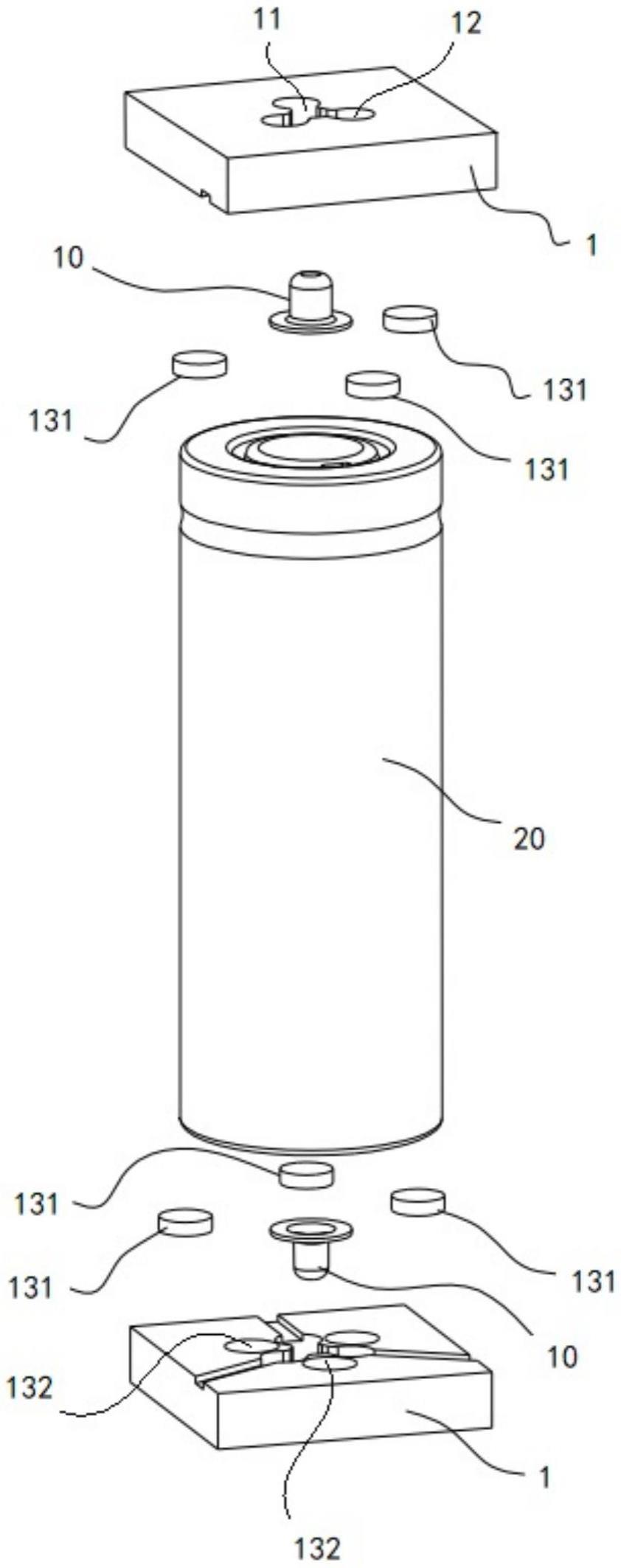
2、本实用新型解决其技术问题所采用的技术方案是:提供一种电池凸帽焊接夹具,其优选方案在于:所述电池凸帽焊接夹具包括基板,所述基板上开设有限位孔和多个焊接通孔,所述限位孔用于固定电池凸帽,多个所述焊接通孔均设置在所述限位孔的外圈且与所述限位孔相切。
3、其中,较佳方案为:所述限位孔的中心点与电池凸帽的中心点重合,且所述限位孔的直径与电池凸帽的直径相适应。
4、其中,较佳方案为:所述限位孔的直径大于电池凸帽的直径0.2mm。
5、其中,较佳方案为:所述焊接通孔的直径由靠近电池的一侧面往外侧面逐渐扩大,呈喇叭口状。
6、其中,较佳方案为:所述电池凸帽焊接夹具包括三个焊接通孔,三个所述焊接通孔均开设在所述基板上,且均匀分布在所述限位孔的外圈并均与所述限位孔相切。
7、其中,较佳方案为:所述电池凸帽焊接夹具还包括固定组件,所述固定组件设置在所述基板靠近电池的一侧,用于固定电池凸帽。
8、其中,较佳方案为:所述基板靠近电池的一侧设置有用于安装所述固定组件的安装部。
9、其中,较佳方案为:所述固定组件包括多个磁铁,多个所述磁铁分布在所述限位孔的外围。
10、其中,较佳方案为:所述安装部包括多个磁铁孔,多个所述磁铁分别镶嵌在多个所述磁铁孔中。
11、其中,较佳方案为:多个所述磁铁孔均设置在所述限位孔的外围且分别与多个所述焊接通孔间隔设置。
12、本实用新型的有益效果在于,与现有技术相比,本实用新型通过在夹具基板上设置限位孔,实现了对电池凸帽位置的有效限制;通过在限位孔的外圈设置多个焊接通孔,实现了不遮挡住焊点;通过将焊接通孔与限位孔的外圈的相对位置设置为相切,能够使得电池凸帽边缘部分被压在基板下进而有效防止电池凸帽上下移动;以及使得电池凸帽边缘部分裸露在焊接通孔中进而方便焊接,最终实现了在不遮挡住焊点的前提下有效保证电池凸帽能被压紧且不会发生位移。
技术特征:
1.一种电池凸帽焊接夹具,其特征在于:所述电池凸帽焊接夹具包括基板,所述基板上开设有限位孔和多个焊接通孔,所述限位孔用于固定电池凸帽,多个所述焊接通孔均设置在所述限位孔的外圈且与所述限位孔相切。
2.根据权利要求1所述的电池凸帽焊接夹具,其特征在于:所述限位孔的中心点与电池凸帽的中心点重合,且所述限位孔的直径与电池凸帽的直径相适应。
3.根据权利要求2所述的电池凸帽焊接夹具,其特征在于:所述限位孔的直径大于电池凸帽的直径0.2mm。
4.根据权利要求1所述的电池凸帽焊接夹具,其特征在于:所述焊接通孔的直径由靠近电池的一侧面往外侧面逐渐扩大,呈喇叭口状。
5.根据权利要求1所述的电池凸帽焊接夹具,其特征在于:所述电池凸帽焊接夹具包括三个焊接通孔,三个所述焊接通孔均开设在所述基板上,且均匀分布在所述限位孔的外圈并均与所述限位孔相切。
6.根据权利要求1所述的电池凸帽焊接夹具,其特征在于:所述电池凸帽焊接夹具还包括固定组件,所述固定组件设置在所述基板靠近电池的一侧,用于固定电池凸帽。
7.根据权利要求6所述的电池凸帽焊接夹具,其特征在于:所述基板靠近电池的一侧设置有用于安装所述固定组件的安装部。
8.根据权利要求7所述的电池凸帽焊接夹具,其特征在于:所述固定组件包括多个磁铁,多个所述磁铁分布在所述限位孔的外围。
9.根据权利要求8所述的电池凸帽焊接夹具,其特征在于:所述安装部包括多个磁铁孔,多个所述磁铁分别镶嵌在多个所述磁铁孔中。
10.根据权利要求9所述的电池凸帽焊接夹具,其特征在于:多个所述磁铁孔均设置在所述限位孔的外围且分别与多个所述焊接通孔间隔设置。
技术总结
本技术涉及电池制造领域,具体涉及一种电池凸帽焊接夹具;所述电池凸帽焊接夹具包括基板,所述基板上开设有限位孔和多个焊接通孔,所述限位孔用于固定电池凸帽,多个所述焊接通孔均设置在所述限位孔的外圈且与所述限位孔相切;本技术通过在夹具基板上设置限位孔,实现了对电池凸帽位置的有效限制;通过在限位孔的外圈设置多个焊接通孔,实现了不遮挡住焊点;通过将焊接通孔与限位孔的外圈的相对位置设置为相切,能够使得电池凸帽边缘部分被压在基板下进而有效防止电池凸帽上下移动;以及使得电池凸帽边缘部分裸露在焊接通孔中进而方便焊接,最终实现了在不遮挡住焊点的前提下有效保证电池凸帽能被压紧且不会发生位移。
技术研发人员:钟有财,林道岳,李伟光,吴付军,龙勇君
受保护的技术使用者:惠州市豪鹏科技有限公司
技术研发日:20230321
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!