一种非对称挤压模具的制作方法
本技术实施例涉及挤压模具领域,具体涉及一种非对称挤压模具。
背景技术:
1、铝合金材料具有轻质、高强、耐蚀、可加工及可回收等特点,被广泛应用在航空、轨道交通、汽车及建筑等领域。其中,汽车和建筑用材等民用铝合金主要为al-mg-si、al-mg、al-cu等系列变形铝合金的挤压型材,这些铝合金都具有良好的可加工性,变形后可获得复杂的形状、优异的表面状态等。常规挤压工艺成形时,由于铝合金与挤压模具之间摩擦力的存在,将形成不均匀变形并导致合金表面出现粗晶环,降低铝合金材料的力学性能,此外,由于挤压型材存在挤压缩尾,工业生产中常需去除挤压头尾两端,成品率有待提高。
2、经查,在中国专利公开号cn 203886959 u的实用新型专利中采用z字形的非对称挤压型腔实现非对称挤压预分流,增大铝合金流动流程消除挤压缩尾。该方法是ecap方法的延伸,实质性工业创新较少。中国专利公开号cn 114378125a的发明专利中采用非对称结构分流桥形成两个不同尺寸的分流孔,改变镁合金流动通道大小及流动路径,改善异质镁合金的非均匀流动,但该模具的非对称导流孔加工复杂,包括特定的加热与挤压装置,与常见挤压机不匹配。
技术实现思路
1、为了克服现有技术的不足,本实用新型实施例的目的在于提供一种非对称挤压模具,可以有效提高铝合金挤压型材的成品率。
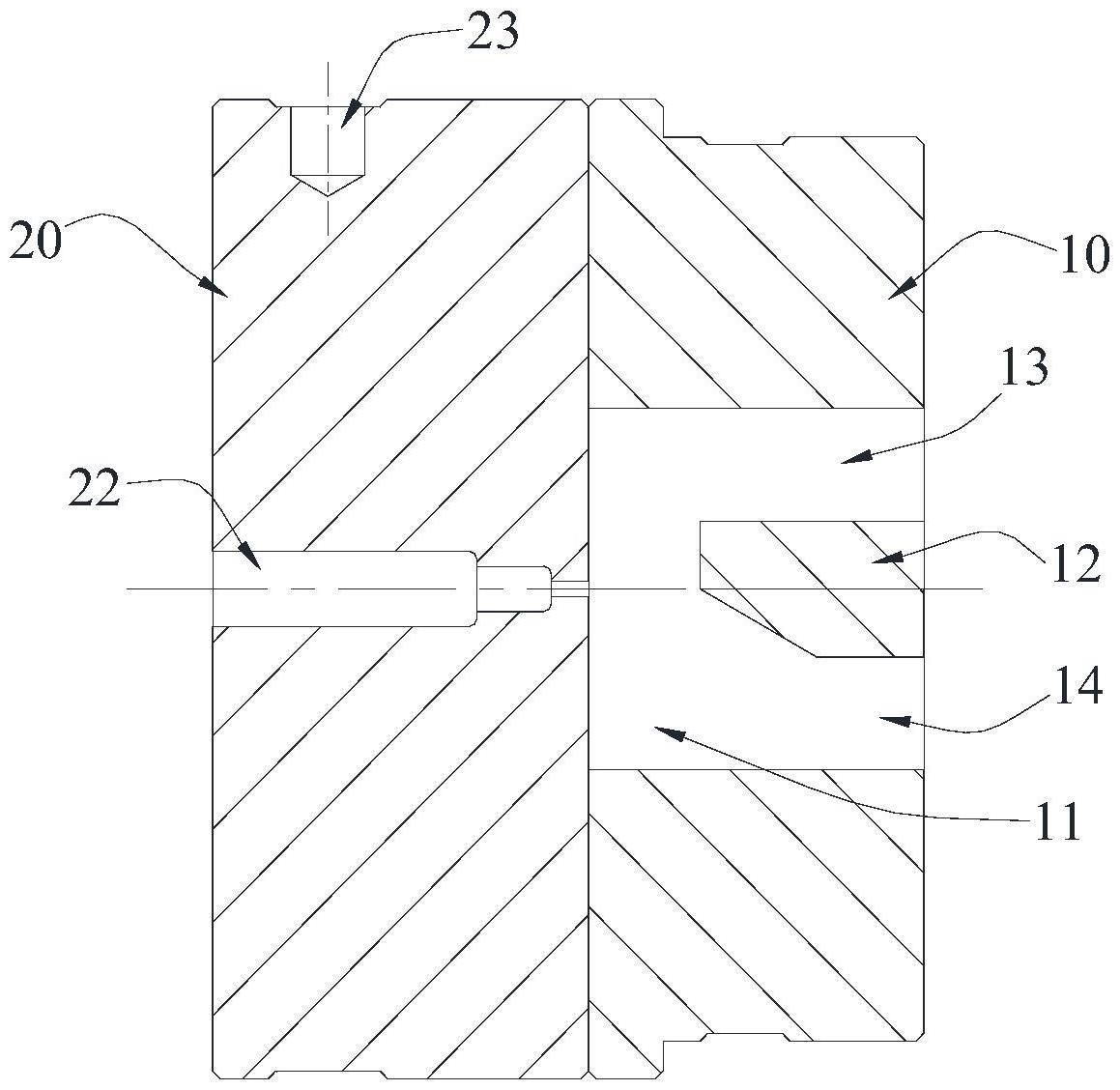
2、为解决上述问题,本实用新型实施例公开一种非对称挤压模具,所述模具上设置有焊合室、挤压工作带、以及直接在所述模具上开设第一分流通道和第二分流通道,所述焊合室的一侧与所述第一分流通道和第二分流通道分别连通,所述焊合室的另一侧与所述挤压工作带连通,所述第一分流通道和第二分流通道的尺寸不同。
3、作为可选的方案,在本实用新型实施例中,所述第一分流通道、第二分流通道以及焊合室之间设置有分流桥,所述分流桥为非对称结构。
4、作为可选的方案,在本实用新型实施例中,所述分流桥为圆柱形结构,所述圆柱形结构位于第一分流通道或第二分流通道的一侧设置有斜面,所述斜面的一端位于焊合室处,另一端位于所述第一分流通道或第二分流通道处。
5、作为可选的方案,在本实用新型实施例中,所述第一分流通道远离焊合室的一端延伸至模具的端面上并形成第一分流口,所述第二分流通道远离焊合室的一端延伸至模具的端面上并形成第二分流口。
6、作为可选的方案,在本实用新型实施例中,所述第一分流口和第二分流口的形状和尺寸相同,且沿所述模具的中线对称分布。
7、作为可选的方案,在本实用新型实施例中,所述模具包括导流模和型模,所述导流模和型模可拆卸连接,且导流模的第二端面和型模的第一端面相配合,所述第一分流通道、第二分流通道、焊合室开设于所述导流模上,所述挤压工作带开设于所述型模中。
8、作为可选的方案,在本实用新型实施例中,所述型模的第一端面和第二端面分别设置有型模入口和型模出口,所述型模上还开设有空刀,所述挤压工作带的一侧与所述型模入口相连通,所述挤压工作带的另一侧通过所述空刀与所述型模出口相连通。
9、作为可选的方案,在本实用新型实施例中,所述型模入口的尺寸小于型模出口的尺寸。
10、作为可选的方案,在本实用新型实施例中,所述导流模和型模上开设有相适配的第一装配螺孔和第二装配螺孔,所述导流模和型模通过安装于所述第一装配螺孔和第二装配螺孔中的装配螺丝实现可拆卸连接;
11、或/和,所述型模的侧面开设有与调节螺丝相适配的调节螺孔;
12、或/和,所述导流模和型模上开设有相适配的第一定位销孔和第二定位销孔。
13、作为可选的方案,在本实用新型实施例中,所述焊合室延伸至所述导流模的第二端面上,所述第一分流通道和第二分流通道远离焊合室的一端分别延伸至导流模的第一端面上形成第一分流口和第二分流口。
14、与现有技术相比,本实用新型实施例的有益效果在于:
15、本实用新型直接在模具上开设两个分流通道,以两个分流通道设置不同的尺寸实现非对称结构,一方面利于模具内排除气体,减少气体封闭,可有效避免对称挤压型材头部表面气孔缺陷,并且可减少对称挤压引起的挤压缩尾,可有效提高型材的成品率;另一方面可增加焊合室一侧入口的容积,增加一侧分流通道内铝合金流动性,增加焊合力,焊合时不易形成纵向焊缝,可有效避免焊缝强度过低带来的一系列问题使得有效提高铝合金挤压型材的成品率。而且本实用新型实施例模具结构简单,制造成本低,易于实现。
技术特征:
1.一种非对称挤压模具,其特征在于,所述模具上设置有焊合室、挤压工作带、以及直接在所述模具上开设第一分流通道和第二分流通道,所述焊合室的一侧与所述第一分流通道和第二分流通道分别连通,所述焊合室的另一侧与所述挤压工作带连通,所述第一分流通道和第二分流通道的尺寸不同。
2.根据权利要求1所述的非对称挤压模具,其特征在于,所述第一分流通道、第二分流通道以及焊合室之间设置有分流桥,所述分流桥为非对称结构。
3.根据权利要求2所述的非对称挤压模具,其特征在于,所述分流桥为圆柱形结构,所述圆柱形结构位于第一分流通道或第二分流通道的一侧设置有斜面,所述斜面的一端位于焊合室处,另一端位于所述第一分流通道或第二分流通道处。
4.根据权利要求1所述的非对称挤压模具,其特征在于,所述第一分流通道远离焊合室的一端延伸至模具的端面上并形成第一分流口,所述第二分流通道远离焊合室的一端延伸至模具的端面上并形成第二分流口。
5.根据权利要求4所述的非对称挤压模具,其特征在于,所述第一分流口和第二分流口的形状和尺寸相同,且沿所述模具的中线对称分布。
6.根据权利要求1-5任一项所述的非对称挤压模具,其特征在于,所述模具包括导流模和型模,所述导流模和型模可拆卸连接,且导流模的第二端面和型模的第一端面相配合,所述第一分流通道、第二分流通道、焊合室开设于所述导流模上,所述挤压工作带开设于所述型模中。
7.根据权利要求6所述的非对称挤压模具,其特征在于,所述型模的第一端面和第二端面分别设置有型模入口和型模出口,所述型模上还开设有空刀,所述挤压工作带的一侧与所述型模入口相连通,所述挤压工作带的另一侧通过所述空刀与所述型模出口相连通。
8.根据权利要求7所述的非对称挤压模具,其特征在于,所述型模入口的尺寸小于型模出口的尺寸。
9.根据权利要求6所述的非对称挤压模具,其特征在于,所述导流模和型模上开设有相适配的第一装配螺孔和第二装配螺孔,所述导流模和型模通过安装于所述第一装配螺孔和第二装配螺孔中的装配螺丝实现可拆卸连接;
10.根据权利要求6所述的非对称挤压模具,其特征在于,所述焊合室延伸至所述导流模的第二端面上,所述第一分流通道和第二分流通道远离焊合室的一端分别延伸至导流模的第一端面上形成第一分流口和第二分流口。
技术总结
本技术实施例公开了一种非对称挤压模具,涉及挤压模具技术领域,所述模具上设置有焊合室、挤压工作带、以及直接在所述模具上开设第一分流通道和第二分流通道,所述焊合室的一侧与所述第一分流通道和第二分流通道分别连通,所述焊合室的另一侧与所述挤压工作带连通,所述第一分流通道和第二分流通道的尺寸不同。本技术实施例直接在模具上开设两个非对称结构的分流通道,利于模具内排除气体,减少气体封闭,可有效避免对称挤压型材头部表面气孔缺陷,还增加一侧分流通道内铝合金流动性,增加焊合力,焊合时不易形成纵向焊缝。
技术研发人员:汤中英,闫昌建,王猛,黄榕深
受保护的技术使用者:广东腐蚀科学与技术创新研究院
技术研发日:20230322
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!