一种电感焊接工装的制作方法
本技术涉及电感加工,具体为一种电感焊接工装。
背景技术:
1、目前电感在加工时,需要对电感线圈进行焊接处理,将电感线圈从上一道工序输送至焊接区域,为了确保电感线圈在输送过程中的稳定性,通常是利用工装对电感线圈进行夹持固定;
2、但是现有技术在进行上述夹持固定操作时,所设计的工装结构,是对电感线圈的侧部或者顶部进行夹持固定,由于线圈的中部为镂空结构,且线圈的材质为铜,质地较软,夹持线圈侧部或顶部的方式,极易造成线圈的变形,变形后焊接出的电感线圈也是不合格的,从而影响电感线圈的良品率。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种电感焊接工装,解决了现有工装对电感线圈采用侧部或顶部夹持固定的方式,存在线圈易变性,影响良品率的问题。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种电感焊接工装,包括滑台直线电机,所述滑台直线电机用于将待加工电感线圈输送至焊接区域,所述滑台直线电机的驱动区段中安装有若干个工装组件,所述工装组件用于固定待加工电感线圈;
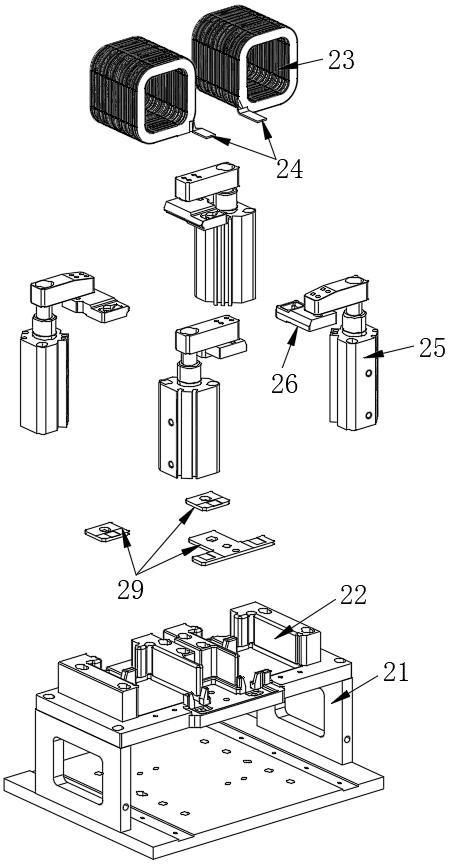
3、所述工装组件包括安装在滑台直线电机驱动区段上的基座,所述基座的上部放置有若干个电感线圈,每个电感线圈均具有引脚,所述基座的底部安装有若干个旋转气缸,每个旋转气缸的旋转伸缩端均连接有压块,通过旋转气缸带动压块下压引脚,实现对所述电感线圈的固定。
4、进一步的,所述基座的上部设置有若干用于容纳电感线圈的电感线圈放置位。
5、进一步的,所述压块的底端均开设有与引脚尺寸相适配的引脚上限位槽。
6、进一步的,所述基座的顶端且沿着若干个电感线圈放置位的一周开设有若干个凹槽。
7、进一步的,每个所述凹槽的内部均固定有垫块,所述垫块为矩形或“t”字形。
8、进一步的,每个所述垫块的顶端均开设有与引脚尺寸相适配的引脚下限位槽。
9、本实用新型提供了一种电感焊接工装。与现有技术相比具备以下有益效果:
10、一种电感焊接工装,并非像现有技术那样对线圈的侧部或顶部进行夹持固定,而是对线圈的引脚进行下压固定,这种固定方式作用力不作用在线圈的镂空部位,电感线圈没有发生形变的余量,也就不会发生形变,从而提高电感线圈的良品率。
技术特征:
1.一种电感焊接工装,包括滑台直线电机(1),所述滑台直线电机(1)用于将待加工电感线圈输送至焊接区域,其特征在于,所述滑台直线电机(1)的驱动区段中安装有若干个工装组件(2),所述工装组件(2)用于固定待加工电感线圈;
2.根据权利要求1所述的一种电感焊接工装,其特征在于,所述基座(21)的上部设置有若干用于容纳电感线圈(23)的电感线圈放置位(22)。
3.根据权利要求1所述的一种电感焊接工装,其特征在于,所述压块(26)的底端均开设有与引脚(24)尺寸相适配的引脚上限位槽(27)。
4.根据权利要求2所述的一种电感焊接工装,其特征在于,所述基座(21)的顶端且沿着若干个电感线圈放置位(22)的一周开设有若干个凹槽(28)。
5.根据权利要求4所述的一种电感焊接工装,其特征在于,每个所述凹槽(28)的内部均固定有垫块(29),所述垫块(29)为矩形或“t”字形。
6.根据权利要求5所述的一种电感焊接工装,其特征在于,每个所述垫块(29)的顶端均开设有与引脚(24)尺寸相适配的引脚下限位槽(210)。
技术总结
本技术公开了一种电感焊接工装,涉及电感加工技术领域,包括滑台直线电机,所述滑台直线电机用于将待加工电感线圈输送至焊接区域,所述滑台直线电机的驱动区段中安装有若干个工装组件,所述工装组件用于固定待加工电感线圈,该电感焊接工装,并非像现有技术那样对线圈的侧部或顶部进行夹持固定,而是对线圈的引脚进行下压固定,这种固定方式作用力不作用在线圈的镂空部位,电感线圈没有发生形变的余量,也就不会发生形变,从而提高电感线圈的良品率。
技术研发人员:刘增中,王少辉,孙泷
受保护的技术使用者:深圳银利电器制造有限公司
技术研发日:20230325
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!