抽气阀门三件组装机的制作方法
本技术属于阀门三件组装机,具体涉及抽气阀门三件组装机。
背景技术:
1、抽气阀门又称吸气阀,是一种不设通气管道就可以维持管内压力稳定的附件,设在每层横支管的顶端和相隔若干层的立管上,原理:排水管道内出现负压时阀瓣开启,空气进入管内,排水管道内出现正压时,阀瓣关闭,防止管内有害气体进入室内,在抽气阀门上的三件组件时,通常使用组装机械进行组装,组装机是用气动代替手工的高效机械装置。
2、现有的抽气阀门三件通常在组装时是通过人工组装,装配过程中良品率无法保证的同时,容易造成组装件的损坏,且同时人工组装效率低下,耗费劳力,从而影响抽气阀门上的三件组装时的效率的问题,为此我们提出抽气阀门三件组装机。
技术实现思路
1、本实用新型的目的在于提供抽气阀门三件组装机,以解决上述背景技术中提出的现有的抽气阀门三件通过人工组装,装配过程中良品率无法保证的同时,人工组装效率低下,耗费劳力,影响抽气阀门上的三件组装时的效率的问题。
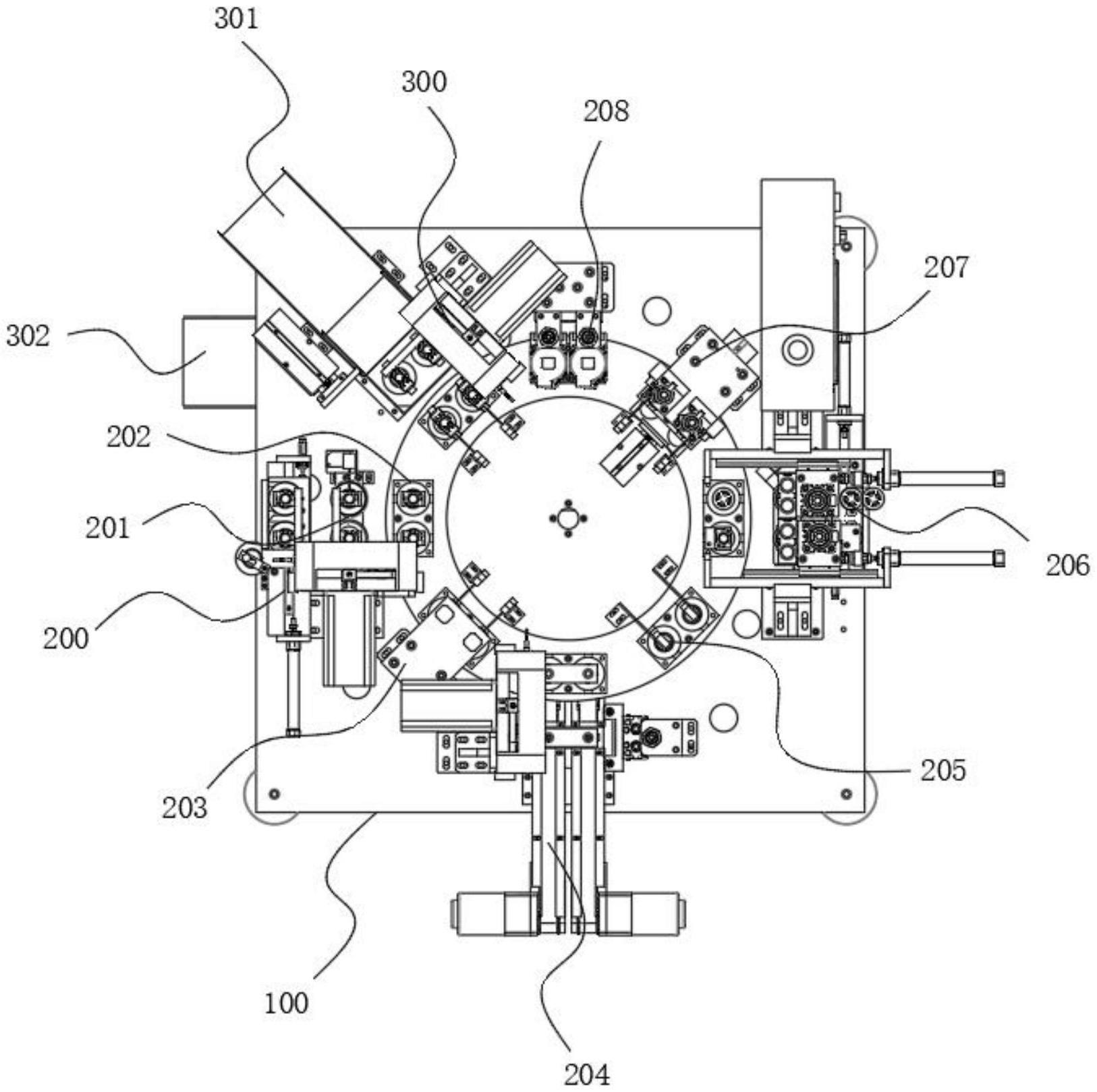
2、为实现上述目的,本实用新型提供如下技术方案:抽气阀门三件组装机,包括机体,所述机体的顶部安装有转盘,所述转盘的表面边缘处设置有转盘工装,所述机体的前表面边缘处设置有工件上料结构、密封垫上料结构、螺帽上料结构和出料结构,所述工件上料结构包括推料工位、找位机构和压料工位。
3、优选的,所述找位机构设置在所述机体的前表面一侧,且所述推料工位安装在所述找位机构的一侧,所述压料工位设置在所述找位机构的底部且位于转盘的边缘处。
4、优选的,所述密封垫上料结构包括密封垫输送带、光电感应器和取料气缸,所述密封垫输送带安装在所述机体的前表面底部,同时所述取料气缸安装在所述密封垫输送带的一端,所述光电感应器安装在所述机体上,且位于所述转盘的顶部。
5、优选的,所述螺帽上料结构包括螺帽进料机构和压料机构,所述螺帽进料机构安装在所述机体的前表面另一侧,同时所述压料机构安装在所述螺帽进料机构的顶部且位于所述转盘的边缘处。
6、优选的,所述机体的前表面顶部设置有螺帽旋拆机构,所述螺帽旋拆机构安装在所述转盘的边缘处顶部。
7、优选的,所述出料结构包括出料机构、正品出料盘和次品出料盘,所述正品出料盘设置在所述出料机构的底部一侧,且所述次品出料盘设置在所述出料机构的底部。
8、与现有技术相比,本实用新型的有益效果是:
9、(1)在使用该装置组装抽气阀门上的三件通时,相对使用人工组装来说,大大提高了组装效率的同时,减少了人力劳动,降低了成本,且增加的收入,同时通过该装置组装阀门三件时,可在组装过程中检测产品的质量,正品直接使用,次品直接剔除,避免产品的质量受到影响,从而更好的使用该装置组装阀门三件使用。
技术特征:
1.抽气阀门三件组装机,其特征在于:包括机体(100),所述机体(100)的顶部安装有转盘,所述转盘的表面边缘处设置有转盘工装(202),所述机体(100)的前表面边缘处设置有工件上料结构、密封垫上料结构、螺帽上料结构和出料结构,所述工件上料结构包括推料工位(200)、找位机构(201)和压料工位(203)。
2.根据权利要求1所述的抽气阀门三件组装机,其特征在于:所述找位机构(201)设置在所述机体(100)的前表面一侧,且所述推料工位(200)安装在所述找位机构(201)的一侧,所述压料工位(203)设置在所述找位机构(201)的底部且位于转盘的边缘处。
3.根据权利要求2所述的抽气阀门三件组装机,其特征在于:所述密封垫上料结构包括密封垫输送带(204)、光电感应器(205)和取料气缸,所述密封垫输送带(204)安装在所述机体(100)的前表面底部,同时所述取料气缸安装在所述密封垫输送带(204)的一端,所述光电感应器(205)安装在所述机体(100)上,且位于所述转盘的顶部。
4.根据权利要求3所述的抽气阀门三件组装机,其特征在于:所述螺帽上料结构包括螺帽进料机构(206)和压料机构(207),所述螺帽进料机构(206)安装在所述机体(100)的前表面另一侧,同时所述压料机构(207)安装在所述螺帽进料机构(206)的顶部且位于所述转盘的边缘处。
5.根据权利要求4所述的抽气阀门三件组装机,其特征在于:所述机体(100)的前表面顶部设置有螺帽旋拆机构(208),所述螺帽旋拆机构(208)安装在所述转盘的边缘处顶部。
6.根据权利要求5所述的抽气阀门三件组装机,其特征在于:所述出料结构包括出料机构(300)、正品出料盘(301)和次品出料盘(302),所述正品出料盘(301)设置在所述出料机构(300)的底部一侧,且所述次品出料盘(302)设置在所述出料机构(300)的底部。
技术总结
本技术公开了抽气阀门三件组装机,包括机体,所述机体的顶部安装有转盘,所述转盘的表面边缘处设置有转盘工装,所述机体的前表面边缘处设置有工件上料结构、密封垫上料结构、螺帽上料结构和出料结构,所述工件上料结构包括推料工位、找位机构和压料工位,所述找位机构设置在所述机体的前表面一侧,且所述推料工位安装在所述找位机构的一侧;在使用该装置组装抽气阀门上的三件通时,相对使用人工组装来说,大大提高了组装效率的同时,减少了人力劳动,降低了成本,且增加的收入,同时通过该装置组装阀门三件时,可在组装过程中检测产品的质量,正品直接使用,次品直接剔除,避免产品的质量受到影响,从而更好的使用该装置组装阀门三件使用。
技术研发人员:李贺
受保护的技术使用者:余姚市耐德自动化科技有限公司
技术研发日:20230327
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!