一种数控车床自动对刀装置的制作方法
本技术涉及一种对刀装置,尤其是涉及一种数控车床自动对刀装置。
背景技术:
1、对刀的目的是为了建立工件坐标系,直观的说法是,对刀是确立工件在机床工作台中的位置,实际上就是求对刀点在机床坐标系中的坐标。
2、在使用数控车床加工工件前,需要进行对刀操作。现有的数控机床对刀需要人员手动进行原点定标和测量加工工件的准确长度,员工劳动强度大,并且容易测量不准,影响加工精度。而一些自动对刀的设备,通常是把对刀的基准点设置在待加工的工件上,这样在对刀的过程中会造成工件的磨损,对刀精度也不高。
3、因此,亟需设计一种效率高、精度高的数控车床自动对刀装置。
技术实现思路
1、本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种数控车床自动对刀装置。
2、本实用新型的目的可以通过以下技术方案来实现:
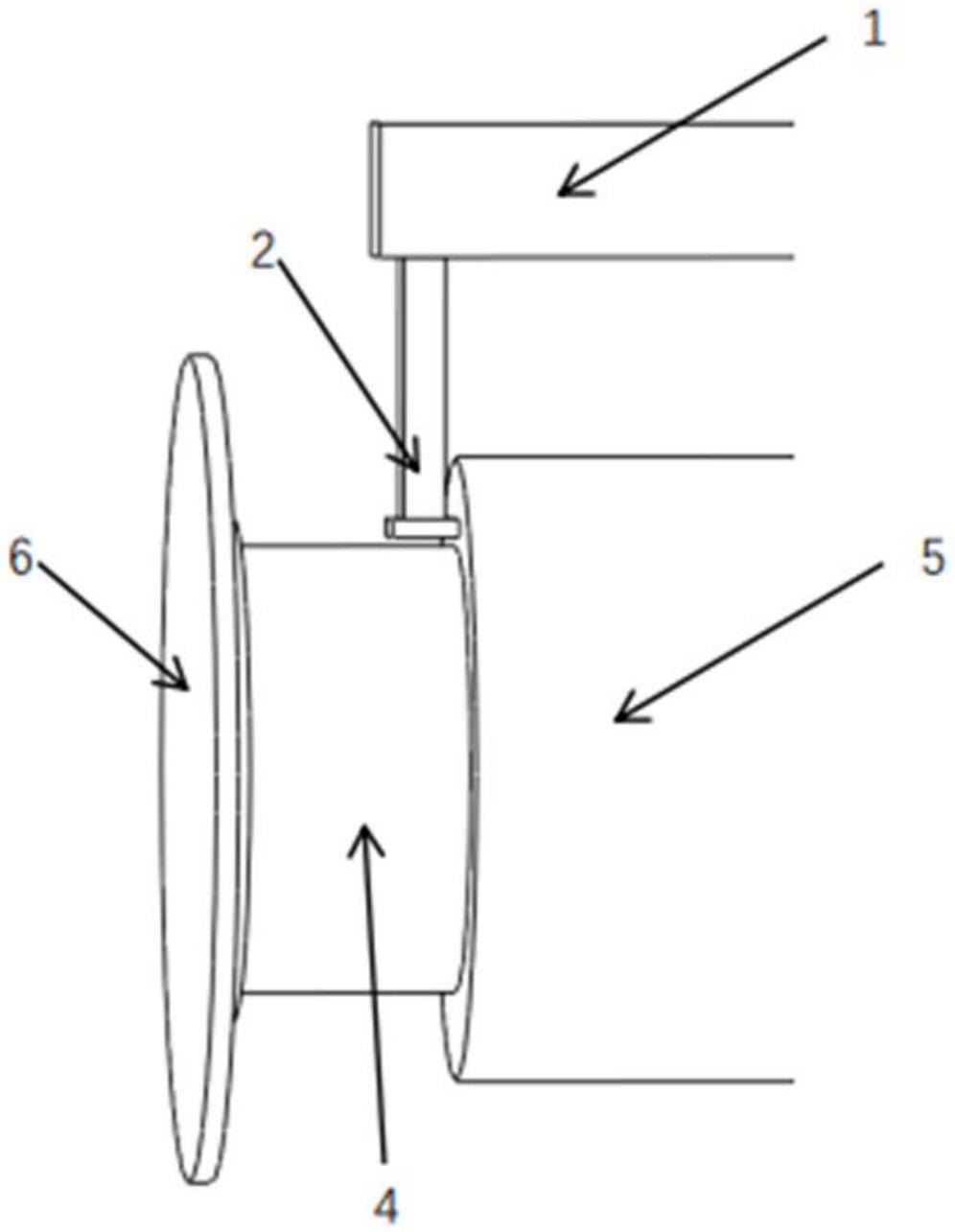
3、一种数控车床自动对刀装置,所述的对刀装置包括连杆和工件固定辊;所述的工件固定辊上放置待加工的工件;所述的连杆两端分别安装有用于接触工件完成坐标定位的第一碰杆和第二碰杆;所述的连杆上还设置有用于完成对刀的刀具;所述的对刀装置连接有一接收信号并控制刀具完成自动对刀的数控系统;所述的数控系统还连接有用于下发数据并让数控车床自动准确测量工件实际长度的上位机。
4、进一步地,所述的待加工的工件为圆柱辊筒。
5、进一步地,所述的对刀装置还设置有当电流值达到设定值就输出信号给数控系统的轴向z轴伺服电机。
6、进一步地,所述的刀具为多把,对称分布在连杆上。
7、进一步地,所述的工件固定辊的左侧设置有用于防止工件向左侧滑出的左侧挡板。
8、进一步地,所述的工件固定辊的右侧设置有用于防止工件向右侧滑出的右侧挡板。
9、进一步地,所述的左侧挡板和右侧挡板均为圆形结构的挡板。
10、进一步地,所述的左侧挡板和右侧挡板均为可从工件固定辊上拆卸下来的挡板。
11、进一步地,所述的对刀装置为不锈钢材料制成的装置。
12、进一步地,所述的上位机为下发数据包括工件长度、工件直径、工件孔径以及工件圆角半径的上位机。
13、与现有技术相比,本实用新型具有以下有益效果:
14、一、本实用新型的对刀装置很好的解决了人员频繁对刀,极大的减轻了工人的劳动强度,且也避免了在对刀过程中对工件的磨损,对刀效率高,精确度高。
15、二、本实用新型由原来人工安装工件输入加工数据与对刀50s的时间,减少到只需10秒就能完成,操作机床数量翻倍,极大的降低成本,提高加工效率。
16、三、本实用新型通过高精度的对刀,并利用上位机下发数据,让数控车床再自动准确测量工件的实际长度,使数控车床能够精度很高的加工工件端面和倒角。
技术特征:
1.一种数控车床自动对刀装置,其特征在于,所述的对刀装置包括连杆(1)和工件固定辊(4);所述的工件固定辊(4)上放置待加工的工件(5);所述的连杆(1)两端分别安装有用于接触工件(5)完成坐标定位的第一碰杆(2)和第二碰杆(3);所述的连杆(1)上还设置有用于完成对刀的刀具;所述的对刀装置连接有一接收信号并控制刀具完成自动对刀的数控系统;所述的数控系统还连接有用于下发数据并让数控车床自动准确测量工件(5)实际长度的上位机。
2.根据权利要求1所述的一种数控车床自动对刀装置,其特征在于,所述的待加工的工件(5)为圆柱辊筒。
3.根据权利要求1所述的一种数控车床自动对刀装置,其特征在于,所述的对刀装置还设置有当电流值达到设定值就输出信号给数控系统的轴向z轴伺服电机。
4.根据权利要求1所述的一种数控车床自动对刀装置,其特征在于,所述的刀具为多把,对称分布在连杆(1)上。
5.根据权利要求1所述的一种数控车床自动对刀装置,其特征在于,所述的工件固定辊(4)的左侧设置有用于防止工件(5)向左侧滑出的左侧挡板(6)。
6.根据权利要求5所述的一种数控车床自动对刀装置,其特征在于,所述的工件固定辊(4)的右侧设置有用于防止工件(5)向右侧滑出的右侧挡板(7)。
7.根据权利要求6所述的一种数控车床自动对刀装置,其特征在于,所述的左侧挡板(6)和右侧挡板(7)均为圆形结构的挡板。
8.根据权利要求7所述的一种数控车床自动对刀装置,其特征在于,所述的左侧挡板(6)和右侧挡板(7)均为可从工件固定辊(4)上拆卸下来的挡板。
9.根据权利要求1所述的一种数控车床自动对刀装置,其特征在于,所述的对刀装置为不锈钢材料制成的装置。
10.根据权利要求1所述的一种数控车床自动对刀装置,其特征在于,所述的上位机为下发数据包括工件(5)长度、工件(5)直径、工件(5)孔径以及工件(5)圆角半径的上位机。
技术总结
本技术涉及一种数控车床自动对刀装置,所述的对刀装置包括连杆和工件固定辊;所述的工件固定辊上放置待加工的工件;所述的连杆两端分别安装有用于接触工件完成坐标定位的第一碰杆和第二碰杆;所述的连杆上还设置有用于完成对刀的刀具;所述的对刀装置连接有一接收信号并控制刀具完成自动对刀的数控系统;所述的数控系统还连接有用于下发数据并让数控车床自动准确测量工件实际长度的上位机。与现有技术相比,本技术具有对刀效率高、精确度高、加工精度高等优点。
技术研发人员:李志刚,侯怀亮
受保护的技术使用者:上海运安制版有限公司
技术研发日:20230330
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!