一种采用等离子弧焊接围护系统主屏蔽波纹板的装置的制作方法
本技术涉及一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,尤其是用于markⅲ薄膜型围护系统主屏蔽波纹板的焊接,属于焊接。
背景技术:
1、markⅲ薄膜型货物围护系统是薄膜型lng船液货舱重要组成部分,其中主屏蔽矩形波纹板由板厚1.2mm的304l不锈钢搭接拼焊而成,直接与液化天然气进行接触,其焊接质量要求极为严格。主屏蔽波纹板焊接时对焊枪空间轨迹和姿态要求十分严格,由于波纹的存在,除需要设备能够实现空间三个方向的移动外,还需要在波纹处不断调整焊枪角度,改变姿态适应波纹形状,以确保焊接质量良好。现有焊接设备包括授权公告号为cn211052813 u的专利“一种等离子焊接机器人”公开了一种用于围护系统主屏蔽波纹板焊接的设备,其焊枪角度调节机构采用扇形齿轮传动与链轮链条传动组合的旋转分度机构;申请号为202110778378.4的专利“一种用于lng船舶燃料舱内壁的智能焊接机”公开了一种包含智能焊接机,包含激光传感器,3d视觉跟踪系统等的机械装置。已有技术存在的问题是:现有设备调整轴多,调整精度和准确度差,特别是在焊接主屏蔽波纹板的波纹处时,焊枪姿态和角度不满足到最佳焊接工艺要求,难以保障焊接质量良好。另外,现有设备稳定性差,重量较大,不利于现场施工。
技术实现思路
1、本实用新型的目的是提供一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,减少电弧长度调整轴,仅通过现有各轴的轨迹合成,即可实现焊枪进行空间三个方向位置和焊枪姿态的自动调整,调整精度和准确度高,尤其是在焊接主屏蔽波纹板的波纹处调整焊枪角度和焊枪姿态自动适应波纹形状,保障焊接质量良好,设备稳定性好,重量轻,解决已有技术存在的上述技术问题。
2、本实用新型的技术方案是:
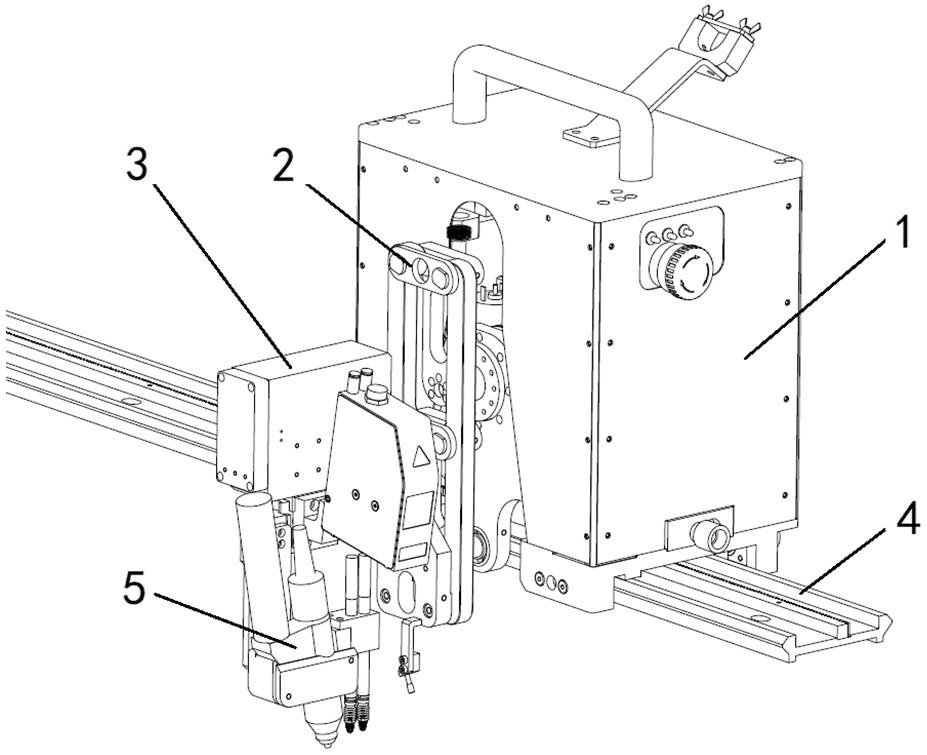
3、一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,包含焊接小车、转角机构、调整机构、轨道和焊枪,轨道与工件焊接方向平行布置,轨道上安装焊接小车,焊接小车上安装转角机构,转角机构包括固定板、转角电机、摇杆一、摇杆二、连杆一和连杆二,连杆一和连杆二相互平行布置,连杆一和连杆二的上端之间通过连接板一铰接,下端之间通过连接板三铰接,中间点之间通过连接板二铰接;固定板上端安装转角电机,转角电机的电机轴与摇杆一一端连接,摇杆一另一端与连接板一铰接;固定板下端安装旋转轴,旋转轴与摇杆二一端连接,摇杆二另一端与连接板二铰接;连接板三上设有连接块一,连接块一上安装调整机构,调整机构上安装焊枪;通过控制系统进行焊枪位置和姿态控制,所述焊接小车沿轨道做直线运动,带动焊枪沿轨道方向前后移动,并带动转角机构和调整机构进行垂直方向上下运动,调整机构控制焊枪沿焊缝的左右方向运动,控制焊枪三维空间位置;所述转角电机驱动摇杆一转动、摇杆二随动,通过连杆一和连杆二带动连接块一转动,调整机构与转角机构中的连接块一一起移动,最终带动焊枪沿枪尖为圆心转动,改变焊枪角度,适应主屏蔽波纹板的波纹形状。
4、所述焊接小车内设置调整电机一、调整电机二和丝杠滑块组件,丝杠滑块组件与调整电机二间通过齿轮组一连接,焊接小车两侧对称设置两个导轨滑块组件,丝杠滑块组件与导轨滑块组件相匹配,调整电机二驱动滑块沿导轨上下滑动,实现焊枪沿垂直方向上下移动;调整电机一驱动焊接小车沿轨道做直线运动,实现焊枪沿轨道方向前后移动。
5、所述转角机构安装在焊接小车两个导轨滑块组件的滑块上。
6、所述转角机构的固定板两端分别与两个导轨滑块组件的滑块连接,调整电机二通过齿轮组一和丝杠滑块组件,驱动固定板沿导轨滑块组件做上下直线运动,从而带动转角机构做垂直方向上下运动,带动焊枪做垂直方向上下运动。
7、所述调整机构包括调整滑块、连接块二、安装块、连接块三和焊枪固定块;调整滑块包括滑块外壳、调整电机三、丝杠组件和安装滑块,滑块外壳上安装连接块二,连接块二与转角机构中的连接块一连接,丝杠组件上设置安装滑块,调整电机三与丝杠组件间通过齿轮组二连接;安装滑块下端与安装块连接,安装块上安装连接块三,连接块三下端安装焊枪固定块,焊枪固定块上安装焊枪;调整电机三通过齿轮组二驱动丝杠组件运动,带动安装滑块运动,带动焊枪沿焊缝左右方向运动。
8、本实用新型的积极效果:减少电弧长度调整轴,仅通过现有各轴的轨迹合成,即可实现焊枪进行空间三个方向位置和焊枪姿态的自动调整,调整精度和准确度高,尤其是在焊接主屏蔽波纹板的波纹处调整焊枪角度和焊枪姿态自动适应波纹形状,保障焊接质量良好,设备稳定性好,重量轻。
技术特征:
1.一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,其特征在于:包含焊接小车(1)、转角机构(2)、调整机构(3)、轨道(4)和焊枪(5),轨道(4)与工件焊接方向平行布置,轨道(4)上安装焊接小车(1),焊接小车(1)上安装转角机构(2),转角机构(2)包括固定板(202)、转角电机(201)、摇杆一(203)、摇杆二(211)、连杆一(205)和连杆二(212),连杆一(205)和连杆二(212)相互平行布置,连杆一(205)和连杆二(212)的上端之间通过连接板一(213)铰接,下端之间通过连接板三(214)铰接,中间点之间通过连接板二(206)铰接;固定板(202)上端安装转角电机(201),转角电机(201)的电机轴(210)与摇杆一(203)一端连接,摇杆一(203)另一端与连接板一(213)铰接;固定板(202)下端安装旋转轴(204),旋转轴(204)与摇杆二(211)一端连接,摇杆二(211)另一端与连接板二(206)铰接;连接板三(214)上设有连接块一(208),连接块一(208)上安装调整机构(3),调整机构(3)上安装焊枪(5);所述转角电机(201)驱动摇杆一(203)转动、摇杆二(211)随动,通过连杆一(205)和连杆二(212)带动连接块一(208)转动,调整机构(3)与转角机构(2)中的连接块一(208)一起移动,最终带动焊枪(5)沿枪尖为圆心转动,改变焊枪(5)角度。
2.根据权利要求1所述的一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,其特征在于:所述焊接小车(1)内设置调整电机一(102)、调整电机二(105)和丝杠滑块组件(103),丝杠滑块组件(103)与调整电机二(105)间通过齿轮组一(106)连接,焊接小车(1)两侧对称设置两个导轨滑块组件(104),丝杠滑块组件(103)与导轨滑块组件(104)相匹配,调整电机二(105)驱动滑块沿导轨上下滑动,实现焊枪(5)沿垂直方向上下移动;调整电机一(102)驱动焊接小车(1)沿轨道做直线运动,实现焊枪(5)沿轨道方向前后移动。
3.根据权利要求2所述的一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,其特征在于:所述转角机构(2)安装在焊接小车(1)两个导轨滑块组件(104)的滑块上。
4.根据权利要求3所述的一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,其特征在于:所述转角机构(2)的固定板(202)两端分别与两个导轨滑块组件(104)的滑块连接,调整电机二(105)通过齿轮组一(106)和丝杠滑块组件(103)驱动固定板(202)沿导轨滑块组件(104)做上下直线运动,带动转角机构(2)做垂直方向上下运动,实现焊枪(5)做垂直方向上下运动。
5.根据权利要求1或2所述的一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,其特征在于:所述调整机构(3)包括调整滑块(301)、连接块二(302)、安装块(305)、连接块三(306)和焊枪固定块(307);调整滑块(301)包括滑块外壳(301-1)、调整电机三(301-2)、丝杠组件(301-3)和安装滑块(301-4),滑块外壳(301-1)上安装连接块二(302),连接块二(302)与转角机构(2)中的连接块一(208)连接,丝杠组件(301-3)上设置安装滑块(301-4),调整电机三(301-2)与丝杠组件(301-3)间通过齿轮组二(304)连接;安装滑块(301-4)下端与安装块(305)连接,安装块(305)上安装连接块三(306),连接块三(306)下端安装焊枪固定块(307),焊枪固定块(307)上安装焊枪(5);调整电机三(301-2)通过齿轮组二(304)驱动丝杠组件(301-3)运动,带动安装滑块(301-4)运动,带动焊枪(5)沿焊缝左右方向运动。
技术总结
本技术涉及一种采用等离子弧焊接围护系统主屏蔽波纹板的装置,属于焊接技术领域。技术方案是:焊接小车(1)沿轨道做直线运动,带动焊枪(5)沿轨道方向前后移动,并带动转角机构(2)和调整机构(3)进行垂直方向上下运动,调整机构控制焊枪沿焊缝的左右方向运动,最终控制焊枪三维空间位置;转角电机(201)驱动摇杆一(203)转动、摇杆二随动,通过连杆一和连杆二带动连接块一转动,调整机构与转角机构中的连接块一一起移动,最终带动焊枪沿枪尖为圆心转动,改变焊枪角度。本技术调整精度和准确度高,尤其是在焊接主屏蔽波纹板的波纹处调整焊枪角度和焊枪姿态自动适应波纹形状,保障焊接质量良好,设备稳定性好,重量轻。
技术研发人员:阎昊,毕学松,马东社,王红,高文国,董传阳,戚晓晨,李志波
受保护的技术使用者:唐山开元自动焊接装备有限公司
技术研发日:20230330
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!