一种汽车左右门槛梁密封板加工用连续模的制作方法
本技术涉及模具,具体涉及一种汽车左右门槛梁密封板加工用连续模。
背景技术:
1、现有汽车左右门槛梁密封板通过模具配合冲压生产,在加工过程中将产生废料,而导致生产环境较差,同时容易导致废料堆积于模板上而影响加工质量,且加工需要通过多个冲压加工步骤依次进行,需要多次上下料配合多套模具进行加工,费时费力,成本较高,在此过程中容易导致加工尺寸偏差而影响密封板加工质量。
技术实现思路
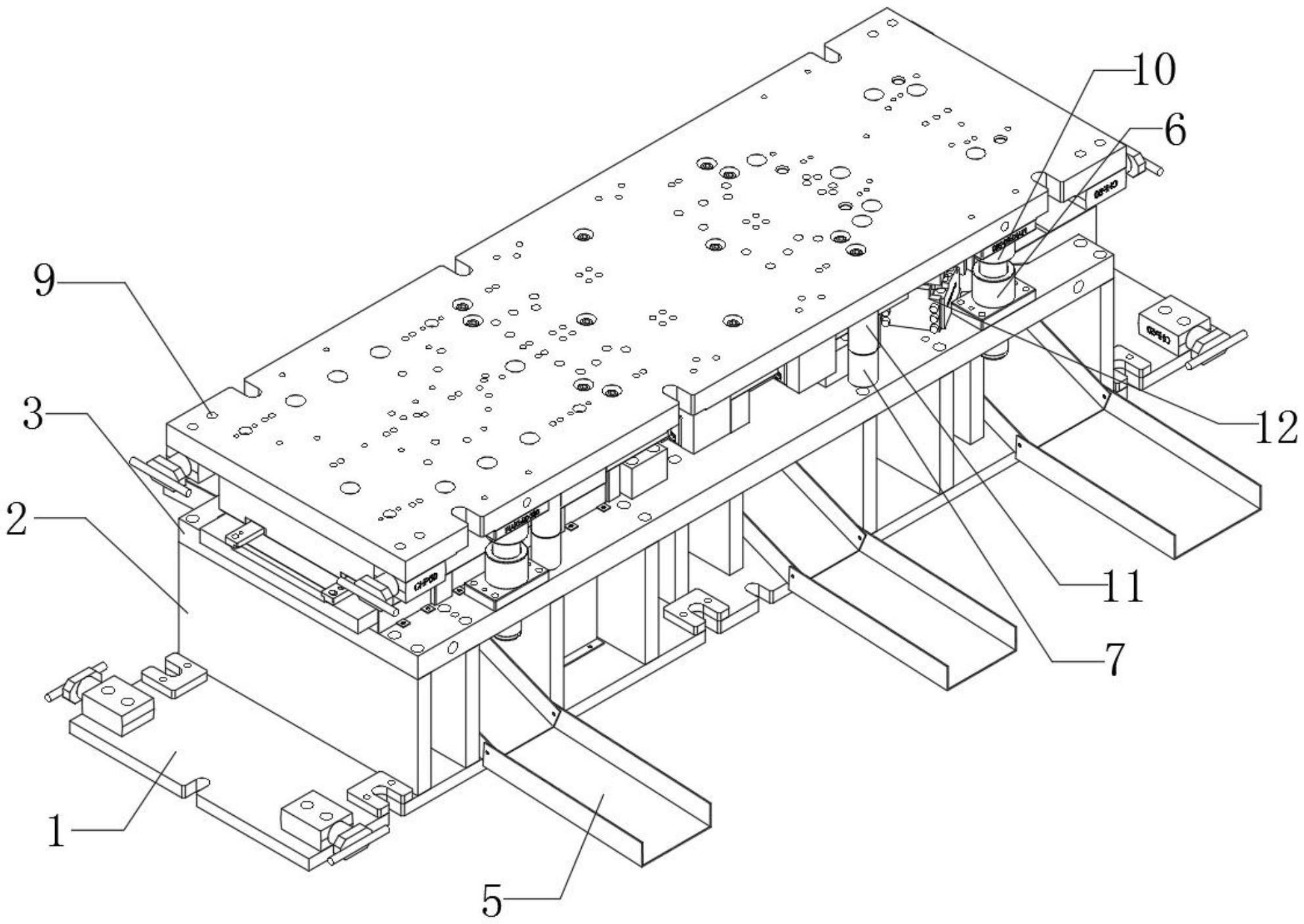
1、本实用新型的目的是为了克服现有技术的不足,而提供一种汽车左右门槛梁密封板加工用连续模,包括下底板,下底板上设置若干下支撑板,下支撑板上设置下模座,下模座上设置下模板,下模板下方设置若干废料导槽于下支撑板之间,下模板前后两端分别设置下限位组件于下模座上,下模板沿其长度方向设置下连续刀口,下模板上方设置上模板,上模板沿其长度方向设置上连续冲头,上模板远离下模板一端设置上模座,上模板前后两端分别设置上限位组件于上模座上。
2、可选的,下连续刀口包括冲孔凸包刀口、第一切边刀口、第二切边刀口、成型刀口、第一翻边刀口、第三切边刀口、第二翻边刀口、旋转刀口、冲孔侧切边刀口和分离刀口,冲孔侧切边刀口前后两端分别设置侧切刀座,侧切刀座滑动设置于下模座上。
3、可选的,上连续冲头包括冲孔凸包冲头、第一切边冲头、第二切边冲头、成型冲头、第一翻边冲头、第三切边冲头、第二翻边冲头、旋转冲头、冲孔侧切边冲头和分离冲头,冲孔侧切边冲头前后两端分别设置侧切靠刀座,侧切靠刀座设置于上模座上。
4、可选的,下限位组件包括下导套,下导套设置为四个于下模座四角上,下导套旁分别对应设置下限位柱于下模座上。
5、可选的,上限位组件包括上导柱,上导柱设置为四个于上模座四角上,上导柱旁分别对应设置上限位柱于上模座上。
6、可选的,分离刀口远离冲孔侧切边冲头一端设置有成品导槽,成品导槽设置于下模座一端上,下模板前后两端上分别设置导尺,导尺分别设置于避让槽内,避让槽开设于上模板前后两端上。
7、本实用新型的有益效果是:结构设计合理,通过设置下连续刀口配合上连续冲头将达到连续加工效果,无需多套模具配合,降低成本,且无需多次上下料,提高工作效率,同时设置有废料导槽将便于集中处理加工过程中的废料,避免废料堆积而影响生产环境,下限位组件配合上限位组件将对上模板、下模板进行限位导向保证加工精度。
技术特征:
1.一种汽车左右门槛梁密封板加工用连续模,其特征在于:包括下底板,所述下底板上设置若干下支撑板,所述下支撑板上设置下模座,所述下模座上设置下模板,所述下模板下方设置若干废料导槽于所述下支撑板之间,所述下模板前后两端分别设置下限位组件于所述下模座上,所述下模板沿其长度方向设置下连续刀口,所述下模板上方设置上模板,所述上模板沿其长度方向设置上连续冲头,所述上模板远离所述下模板一端设置上模座,所述上模板前后两端分别设置上限位组件于所述上模座上。
2.根据权利要求1所述的一种汽车左右门槛梁密封板加工用连续模,其特征在于:所述下连续刀口包括冲孔凸包刀口、第一切边刀口、第二切边刀口、成型刀口、第一翻边刀口、第三切边刀口、第二翻边刀口、旋转刀口、冲孔侧切边刀口和分离刀口,所述冲孔侧切边刀口前后两端分别设置侧切刀座,所述侧切刀座滑动设置于所述下模座上。
3.根据权利要求2所述的一种汽车左右门槛梁密封板加工用连续模,其特征在于:所述上连续冲头包括冲孔凸包冲头、第一切边冲头、第二切边冲头、成型冲头、第一翻边冲头、第三切边冲头、第二翻边冲头、旋转冲头、冲孔侧切边冲头和分离冲头,所述冲孔侧切边冲头前后两端分别设置侧切靠刀座,所述侧切靠刀座设置于所述上模座上。
4.根据权利要求1所述的一种汽车左右门槛梁密封板加工用连续模,其特征在于:所述下限位组件包括下导套,所述下导套设置为四个于所述下模座四角上,所述下导套旁分别对应设置下限位柱于所述下模座上。
5.根据权利要求4所述的一种汽车左右门槛梁密封板加工用连续模,其特征在于:所述上限位组件包括上导柱,所述上导柱设置为四个于所述上模座四角上,所述上导柱旁分别对应设置上限位柱于所述上模座上。
6.根据权利要求3所述的一种汽车左右门槛梁密封板加工用连续模,其特征在于:所述分离刀口远离所述冲孔侧切边冲头一端设置有成品导槽,所述成品导槽设置于所述下模座一端上,所述下模板前后两端上分别设置导尺,所述导尺分别设置于避让槽内,所述避让槽开设于所述上模板前后两端上。
技术总结
本技术公开了一种汽车左右门槛梁密封板加工用连续模,包括下底板,下底板上设置若干下支撑板,下支撑板上设置下模座,下模座上设置下模板,下模板下方设置若干废料导槽于下支撑板之间,下模板前后两端分别设置下限位组件于下模座上,下模板沿其长度方向设置下连续刀口,下模板上方设置上模板,上模板沿其长度方向设置上连续冲头,上模板远离下模板一端设置上模座,本技术通过设置下连续刀口配合上连续冲头将达到连续加工效果,无需多套模具配合,降低成本,且无需多次上下料,提高工作效率,同时设置有废料导槽将便于集中处理加工过程中的废料,下限位组件配合上限位组件将对上模板、下模板进行限位导向保证加工精度。
技术研发人员:孙喜东,王海峰,赵伟杰,谢鼎,朱中亚
受保护的技术使用者:武汉盛兰特科技有限公司
技术研发日:20230330
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!