一种汽车活塞环生产用冲压成型装置的制作方法
本技术涉及汽车活塞环生产,具体为一种汽车活塞环生产用冲压成型装置。
背景技术:
1、汽车活塞环是用于嵌入活塞槽沟内部的,汽车活塞环是一种具有较大向外扩张变形的金属弹性环,它被装配到剖面与其相应的环形槽内,而汽车活塞环在生产的过程中,必须通过冲压成型装置将汽车活塞环原材料冲压成型。
2、现有公开号cn214133641u,名为一种汽车活塞环生产用冲压成型装置的专利,该装置通过工作台、液压伸缩缸、顶部安装台、上模具、下模具、环形槽a、弹簧柱a、限位板、环形槽b、弹簧柱b、顶杆、圆形通槽、安装槽、电热板、隔热板、通气孔、小门和门把手,所述工作台四个角的上表面安装四个液压伸缩缸,液压伸缩缸输出端向上,液压伸缩缸输出端固定连接顶部安装台的下表面,与现有技术相比,该实用新型的有益效果是:冲裁后通过圆形通槽将中心较好的物料留存住,通过电热板使圆形通槽内的温度提高,通过圆形通槽内的温度来消除冲裁带来的应力并通过前方的通槽取出,通过弹簧柱a和弹簧柱b来便于废料和工件的下料,使废料和工件无法卡在下模具表面上,防止浪费工作时间。
3、上述装置在使用过程中,虽然能够防止浪费工作时间,但是忽略了该装置的下模具不具备快速拆装结构,导致操作人员无法根据现场需求较为便捷的拆装更换下模具,从而降低了操作人员的工作效率,为此,我们提出一种汽车活塞环生产用冲压成型装置。
技术实现思路
1、本实用新型的目的在于提供一种汽车活塞环生产用冲压成型装置,以解决上述背景技术中提出的问题。
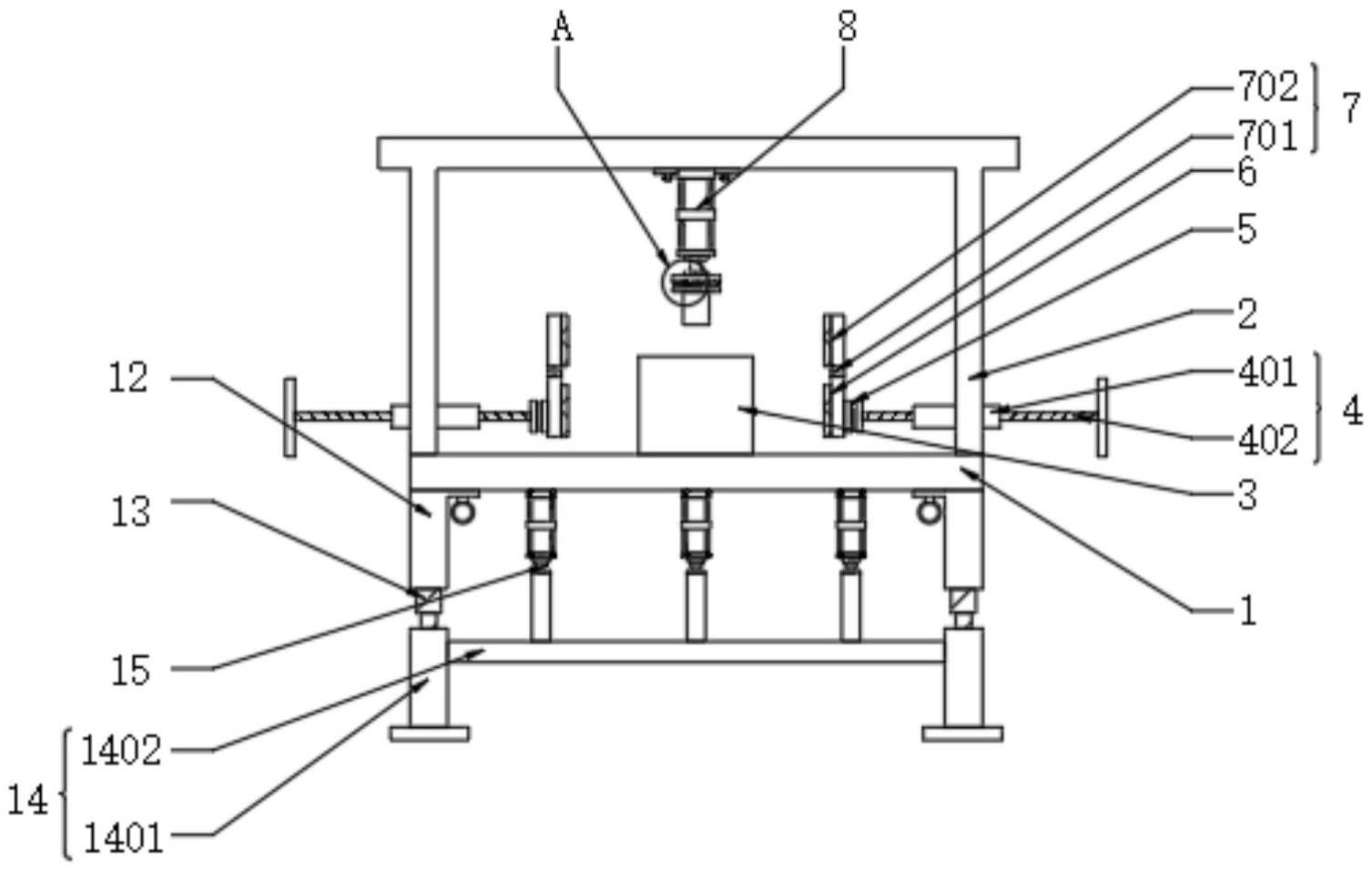
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车活塞环生产用冲压成型装置,包括工作台和移动组件,所述工作台的顶部中部设置有受压模具,且工作台的上方焊接有支撑框架,所述移动组件设置于支撑框架的两壁下方,且移动组件包括螺纹套和螺纹杆,所述螺纹套的内部设置有螺纹杆,且螺纹杆靠近工作台中轴线的一侧设置有轴承块,所述轴承块靠近工作台中轴线的一侧设置有夹持板,且夹持板的顶部设置有辅助组件,所述辅助组件包括螺纹块和延长限位板,且螺纹块的顶部安装有延长限位板。
3、进一步的,所述支撑框架的内侧下方中部安装有液压气缸,且液压气缸的下方设置有限位板。
4、进一步的,所述限位板的底部设置有缓冲组件,且缓冲组件包括伸缩矩形框和回弹垫,所述伸缩矩形框的内部设置有回弹垫,所述伸缩矩形框的底部固定连接有下压成型模具。
5、进一步的,所述工作台的底部两侧均安装有支撑腿,且支撑腿的下方设置有伸缩板,所述伸缩板设置有两个。
6、进一步的,所述伸缩板的底部设置有支撑组件,且支撑组件包括支撑限位腿和支撑长板,所述支撑限位腿的内侧焊接有支撑长板。
7、进一步的,所述工作台的下壁中部安装有气缸件,且气缸件设置有三个。
8、本实用新型提供了一种汽车活塞环生产用冲压成型装置,具备以下有益效果:通过移动组件、轴承块、夹持板和辅助组件,有利于操作人员能够根据现场情况较为便捷的快速的拆装受压模具,并且液压气缸、缓冲组件和下压成型模具,有利于该装置能够直接缓冲下压成型模具与液压气缸之间的冲击力,从而延长液压气缸和下压成型模具的使用寿命,同时支撑腿、伸缩板、支撑组件和气缸件,有利于操作人员能够较为便捷的调节该装置的高度。
9、1、本实用新型通过移动组件、轴承块、夹持板和辅助组件的设置,操作人员先将受压模具放置在工作台的上方中部,这时受压模具底部凸块会自动与工作台顶部表面开设的凹槽进行卡合对齐,然后操作人员通过延长限位板底部螺纹环手握延长限位板进行转动,直至延长限位板底部螺纹环与螺纹块上表面开设的螺纹孔进行转动固定,使得辅助组件能够限位固定在夹持板的顶部,之后操作人员再通过两个螺纹套表面开设的螺纹孔,分别手握两个螺纹杆一侧的把具带动两个轴承块和两个夹持板往工作台中轴线的一侧进行转动,直至两个夹持板分别带动两个延长限位板贴于受压模具的两侧,使得受压模具能够限位固定在工作台的上方中部,有利于操作人员能够根据现场情况较为便捷的快速的拆装受压模具,此操作方式较为便捷,缩短了操作时间,提高操作人员的工作效率。
10、2、本实用新型通过支撑腿、伸缩板、支撑组件和气缸件的设置,操作人员先将两个支撑腿一侧顶部凸块表面开设的螺纹孔分别与工作台底部两侧表面开设的螺纹孔进行对齐,对齐之后操作人员手握快拆螺纹件进行转动,直至快拆螺纹件贯穿于支撑腿一侧顶部凸块,穿入工作台的内部,使得两个支撑腿能够分别带动伸缩板和支撑组件以及气缸件限位固定在工作台的下方,然后操作人员打开三个气缸件的开关,通过两个伸缩板伸缩结构,使得三个气缸件能够将两个支撑腿顶起,直至顶起到合适的高度,有利于操作人员能够较为便捷的调节该装置的高度,使得该装置使用范围更加广泛。
技术特征:
1.一种汽车活塞环生产用冲压成型装置,包括工作台(1)和移动组件(4),其特征在于,所述工作台(1)的顶部中部设置有受压模具(3),且工作台(1)的上方焊接有支撑框架(2),所述移动组件(4)设置于支撑框架(2)的两壁下方,且移动组件(4)包括螺纹套(401)和螺纹杆(402),所述螺纹套(401)的内部设置有螺纹杆(402),且螺纹杆(402)靠近工作台(1)中轴线的一侧设置有轴承块(5),所述轴承块(5)靠近工作台(1)中轴线的一侧设置有夹持板(6),且夹持板(6)的顶部设置有辅助组件(7),所述辅助组件(7)包括螺纹块(701)和延长限位板(702),且螺纹块(701)的顶部安装有延长限位板(702)。
2.根据权利要求1所述的一种汽车活塞环生产用冲压成型装置,其特征在于,所述支撑框架(2)的内侧下方中部安装有液压气缸(8),且液压气缸(8)的下方设置有限位板(9)。
3.根据权利要求2所述的一种汽车活塞环生产用冲压成型装置,其特征在于,所述限位板(9)的底部设置有缓冲组件(10),且缓冲组件(10)包括伸缩矩形框(1001)和回弹垫(1002),所述伸缩矩形框(1001)的内部设置有回弹垫(1002),所述伸缩矩形框(1001)的底部固定连接有下压成型模具(11)。
4.根据权利要求1所述的一种汽车活塞环生产用冲压成型装置,其特征在于,所述工作台(1)的底部两侧均安装有支撑腿(12),且支撑腿(12)的下方设置有伸缩板(13),所述伸缩板(13)设置有两个。
5.根据权利要求4所述的一种汽车活塞环生产用冲压成型装置,其特征在于,所述伸缩板(13)的底部设置有支撑组件(14),且支撑组件(14)包括支撑限位腿(1401)和支撑长板(1402),所述支撑限位腿(1401)的内侧焊接有支撑长板(1402)。
6.根据权利要求1所述的一种汽车活塞环生产用冲压成型装置,其特征在于,所述工作台(1)的下壁中部安装有气缸件(15),且气缸件(15)设置有三个。
技术总结
本技术公开了一种汽车活塞环生产用冲压成型装置,包括工作台和移动组件,所述工作台的顶部中部设置有受压模具,所述移动组件设置于支撑框架的两壁下方,所述螺纹套的内部设置有螺纹杆,所述轴承块靠近工作台中轴线的一侧设置有夹持板。该汽车活塞环生产用冲压成型装置,通过移动组件、轴承块、夹持板和辅助组件,有利于操作人员能够根据现场情况较为便捷的快速的拆装受压模具,并且液压气缸、缓冲组件和下压成型模具,有利于该装置能够直接缓冲下压成型模具与液压气缸之间的冲击力,从而延长液压气缸和下压成型模具的使用寿命,同时支撑腿、伸缩板、支撑组件和气缸件,有利于操作人员能够较为便捷的调节该装置的高度。
技术研发人员:张宏根,黄建军,黄雪峰
受保护的技术使用者:江苏万里活塞轴瓦有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!