一种多品种、小批量车削加工生产线的制作方法
本技术涉及一种批量车削生产线,具体地涉及一种多品种、小批量车削加工生产线。
背景技术:
1、智能制造在国内外的发展非常快,应用也非常的广泛,是现如今制造业发展的方向。但当前智能制造仅用于产品大批量生产的情形,多品种、小批量零件均没有得到应用,原因是多品种小批量产品零件智能制造关键技术没有突破,即没有经济、有效的解决方案。
技术实现思路
1、针对现有技术中智能制造中不适用于多品种、小批量零件生产的技术问题,本实用新型提供了一种多品种、小批量车削加工生产线,具有可适用于多品种、小批量零件生产的优点。
2、本实用新型的技术方案是:
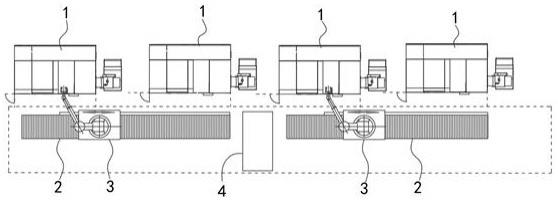
3、一种多品种、小批量车削加工生产线,包括:
4、地轨,具有两台,且设于同一直线上,两个所述地轨之间存在间距;
5、两部六轴机器人,分别设于两个所述地轨上,所述六轴机器人具有机械臂;
6、换向装置,设于两个所述地轨之间的间距内,其包括调头换向组件;
7、四台数控机床,设于两个所述地轨的一侧,且两个所述地轨的一侧分别对应设置两台所述数控机床;
8、快换式卡盘,其包括定位锁紧部件和与其可拆卸连接的三爪卡盘,所述定位锁紧部件可设于所述数控机床主轴上和所述换向装置上;
9、其中,所述六轴机器人的机械臂的端部可拾取所述三爪卡盘。
10、可选地,还包括:
11、若干拧紧枪组件,分别设于所述机械臂和所述换向装置上,所述拧紧枪正对所述三爪卡盘的侧部;
12、其中,所述拧紧枪的枪头为六边形的柱状结构,并可与所述三爪卡盘侧边的拧紧位置对接。
13、可选地,所述拧紧枪组件包括:
14、连接板,用于连接所述机械臂或换向装置;
15、扭力枪,设于所述连接板上,所述扭力枪的枪头为六边形的柱状结构。
16、可选地,所述连接板上设置有滑道,所述扭力枪滑动设于所述滑道上,所述扭力枪的滑动方向与所述三爪卡盘的半径方向相同。
17、可选地,所述扭力枪设于一驱动机构的驱动端上,所述驱动机构用于驱动所述扭力枪在所述滑道上滑动;
18、所述驱动机构设于所述连接板上。
19、可选地,所述定位锁紧部件包括:
20、定位件,其一端连接所述数控机床的主轴,所述定位件上具有若干螺旋状的定位槽,所述定位槽的一端相较其另一端深;
21、锁紧件,可拆卸的套设在所述定位件上,所述锁紧件的内壁具有一个连接件,所述连接件的一端滑动设于所述定位槽内,所述锁紧件的一端连接所述三爪卡盘。
22、可选地,所述定位锁紧部件还包括:
23、驱动件,所述驱动件套设在所述定位件上,所述锁紧件套设在驱动件上,所述驱动件上具有供所述连接件穿过的驱动孔,所述驱动件可以在所述定位件上转动。
24、可选地,所述连接件设于所述定位槽内的一端为t形,所述定位槽的两侧具有向内凸出的结构,使得所述定位槽形成横截面为t形的结构,并与所述连接件的此端匹配。
25、与现有技术相比,本实用新型的有益效果是:
26、首先设置两个地轨,通过两个地轨使两部六轴机器人分别在两个地轨上自由移动。然后通过六轴机器人的机械臂抓取装夹有零件的三爪卡盘,使三爪卡盘与定位锁紧部件快速连接,其中,定位锁紧部件设置在数控机床的主轴上,三爪卡盘与定位锁紧部件之间可以快速连接和拆卸。在数控机床内加工完成的零件通过六轴机器人的机械臂取下,在换向装置将粗加工完成的零件换向,然后在另一个六轴机器人机械臂的操作下,抓取三爪卡盘和零件到其他数控机床内进行加工。
27、在本技术方案中,通过零件和三爪卡盘一同流动的方式,解决了不同类型零件高精度定位装夹的问题,解决工序加工各个环节快速切换技术。实现不同类型的小批量车加工零件自动化加工。
技术特征:
1.一种多品种、小批量车削加工生产线,其特征在于,包括:
2.根据权利要求1所述的多品种、小批量车削加工生产线,其特征在于,还包括:
3.根据权利要求2所述的多品种、小批量车削加工生产线,其特征在于,所述拧紧枪组件包括:
4.根据权利要求3所述的多品种、小批量车削加工生产线,其特征在于,
5.根据权利要求4所述的多品种、小批量车削加工生产线,其特征在于,
6.根据权利要求1所述的多品种、小批量车削加工生产线,其特征在于,所述定位锁紧部件包括:
7.根据权利要求6所述的多品种、小批量车削加工生产线,其特征在于,所述定位锁紧部件还包括:
8.根据权利要求7所述的多品种、小批量车削加工生产线,其特征在于,
技术总结
本技术提供了一种多品种、小批量车削加工生产线,目的是解决现有技术中智能制造中不适用于多品种、小批量零件生产的技术问题。该生产线包括:地轨,具有两台,且设于同一直线上,两个地轨之间存在间距;两部六轴机器人,分别设于两个地轨上,六轴机器人具有机械臂;换向装置,设于两个地轨之间的间距内,其包括调头换向组件;四台数控机床,设于两个地轨的一侧,且两个地轨的一侧分别对应设置两台数控机床;快换式卡盘,其包括定位锁紧部件和与其可拆卸连接的三爪卡盘,定位锁紧部件可设于数控机床主轴上和换向装置上;其中,六轴机器人的机械臂的端部可拾取三爪卡盘。该生产线,具有可适用于多品种、小批量零件生产的优点。
技术研发人员:彭勇,高富锁,尚敏,魏海雷,冉智丞,郑和升
受保护的技术使用者:成都陵川特种工业有限责任公司
技术研发日:20230403
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!