一种用于生产薄片的模切堆叠治具的制作方法
本技术涉及模切加工,尤其涉及一种用于生产薄片的模切堆叠治具。
背景技术:
1、现有的模切全穿产品一般是采用刀模或者模具进行冲压落料后,再通过人工筛选进行排序堆叠,这样的方式无疑增加了人工劳动量,降低生产效率,并且由于人工生产的不确定性,难以保证排序堆叠的准确性。
技术实现思路
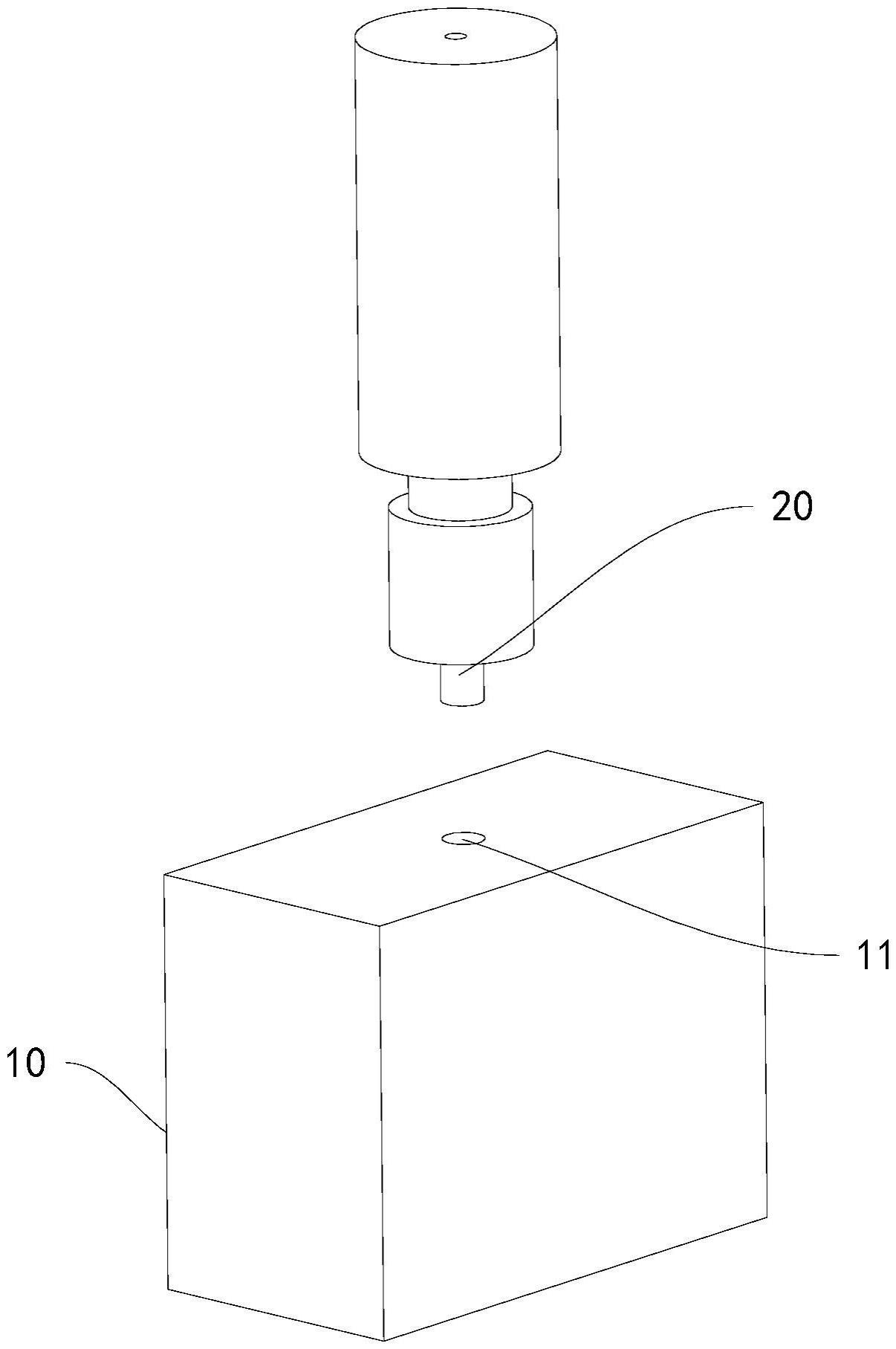
1、为达到上述目的,本实用新型提供一种用于生产薄片的模切堆叠治具,包括:
2、第一模具,其上设置有落料通道;
3、第二模具,设置在所述第一模具的上方,连接有直线驱动源,所述直线驱动源用于驱使所述第二模具上下移动,以穿入所述落料通道内并冲压成型薄片,或自所述落料通道内上升远离;
4、所述落料通道的内壁与薄片之间的接触面积自上而下逐渐减小;
5、所述第二模具的下端连接有吹气孔,所述吹气孔连接外置的吹气管路。
6、在一些实施例中,所述落料通道的内壁形成有若干道沿竖向延伸的凹槽,若干道所述凹槽沿所述落料通道的周向均布,并且所述凹槽的槽宽尺寸自上而下逐渐增大。
7、在一些实施例中,若干道所述凹槽沿轴线朝上延伸至靠近所述落料通道的上端边沿。
8、在一些实施例中,若干道所述凹槽沿轴线朝下延伸至落料通道的下端边沿处,且两两相互连通。
9、在一些实施例中,所述第二模具的下端呈套筒状,并且所述第二模具下端的外径尺寸与所述落料通道的内径尺寸为孔轴间隙配合。
10、在一些实施例中,所述吹气孔设置在所述第二模具下端且靠近下端面的位置。
11、在一些实施例中,所述第二模具内具有吹气通道,所述吹气通道的一端连接所述吹气孔,另一端连接外置的吹气管路。
12、在一些实施例中,所述第一模具的下方还设置有水平传送带。
13、相比现有技术,本实用新型的有益效果在于:本实用新型的模切堆叠治具通过直线驱动源驱使第二模具沿竖向朝下移动将薄片冲压成型至落料通道内,落料通道的内壁之间与薄片具有摩擦力,以避免薄片随第二模具朝上移动或从落料通道内掉落,第二模具循环动作从而将薄片顺序地冲入落料通道内,实现自动排序堆叠,降低人工劳动量,提高生产效率,并且可以保证薄片排序堆叠的准确性,落料通道的内壁与薄片之间的接触面积作用自上而下逐渐减小,即两者间的静摩擦力逐渐减小,有效避免堆叠在底部的相邻两片薄片之间的粘接力过大,导致两片薄片难以分离的问题;冲压完成后通过吹气孔吹出气体将排序堆叠好的若干个薄片从落料通道中吹落;并且本实用新型在单次冲压完成后,通过吹气孔吹出气体使得薄片与第二模具分离,避免薄片随第二模具朝上移动而从落料通道上端脱出。
技术特征:
1.一种用于生产薄片的模切堆叠治具,其特征在于,包括:
2.根据权利要求1所述的一种用于生产薄片的模切堆叠治具,其特征在于,所述落料通道(11)的内壁形成有若干道沿竖向延伸的凹槽(12),若干道所述凹槽(12)沿所述落料通道(11)的周向均布,并且所述凹槽(12)的槽宽尺寸自上而下逐渐增大。
3.根据权利要求2所述的一种用于生产薄片的模切堆叠治具,其特征在于,若干道所述凹槽(12)沿轴线朝上延伸至靠近所述落料通道(11)的上端边沿。
4.根据权利要求2或3所述的一种用于生产薄片的模切堆叠治具,其特征在于,若干道所述凹槽(12)沿轴线朝下延伸至落料通道(11)的下端边沿处,且两两相互连通。
5.根据权利要求1所述的一种用于生产薄片的模切堆叠治具,其特征在于,所述第二模具(20)的下端呈套筒状,并且所述第二模具(20)下端的外径尺寸与所述落料通道(11)的内径尺寸为孔轴间隙配合。
6.根据权利要求1所述的一种用于生产薄片的模切堆叠治具,其特征在于,所述吹气孔(21)设置在所述第二模具(20)下端且靠近下端面的位置。
7.根据权利要求6所述的一种用于生产薄片的模切堆叠治具,其特征在于,所述第二模具(20)内具有吹气通道,所述吹气通道的一端连接所述吹气孔(21),另一端连接外置的吹气管路(22)。
8.根据权利要求1所述的一种用于生产薄片的模切堆叠治具,其特征在于,所述第一模具(10)的下方还设置有水平传送带。
技术总结
本技术涉及物料运输技术领域,尤其涉及一种用于生产薄片的模切堆叠治具,通过直线驱动源驱使第二模具沿竖向朝下移动将薄片冲压成型至落料通道内,落料通道的内壁之间与薄片具有摩擦力,以避免薄片随第二模具朝上移动或从落料通道内掉落,第二模具循环动作从而将薄片顺序地冲入落料通道内,实现自动排序堆叠,降低人工劳动量,提高生产效率,并且可以保证薄片排序堆叠的准确性,落料通道的内壁与薄片之间的接触面积作用自上而下逐渐减小,即两者间的摩擦力逐渐减小,有效避免堆叠在底部的相邻两片薄片之间的粘接力过大导致两片薄片难以分离的问题,冲压完成后通过吹气孔吹出气体将排序堆叠好的若干个薄片从落料通道中吹落。
技术研发人员:刘荣,刘华
受保护的技术使用者:李巍巍
技术研发日:20230403
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!