一次成型圆弧T槽及T槽倒角的铣刀的制作方法
本技术涉及铣刀,特别涉及一种一次成型圆弧t槽及t槽倒角的铣刀。
背景技术:
1、成型刀是利于机械加工中的一个重要部分,随着机械行业的发展,用户对产品的加工质量要求、加工可靠性、加工效率、刀具的交货期等都提出了更高要求
2、刀具在加工金属型材时,特别是一些难加工的材料,切削工艺要求高,需要好几把刀走好几个程序,例如在产品上加工具有上下双边倒角的圆弧t槽,需要先使用t槽刀加工圆弧t槽,然后使用倒角刀进行倒角。传统成型刀刀具结构单一,增加换刀频率,使客户的成本提高,加工时间增加,从而延误客户的效率,无法满足客户的需求。
技术实现思路
1、为了克服上述缺陷,本实用新型提供了一种可以同时加工出圆弧t槽和上下双边倒角的一次成型铣刀,一次性成型到位更有效的保证尺寸利于精加工,同时节约刀具成本。
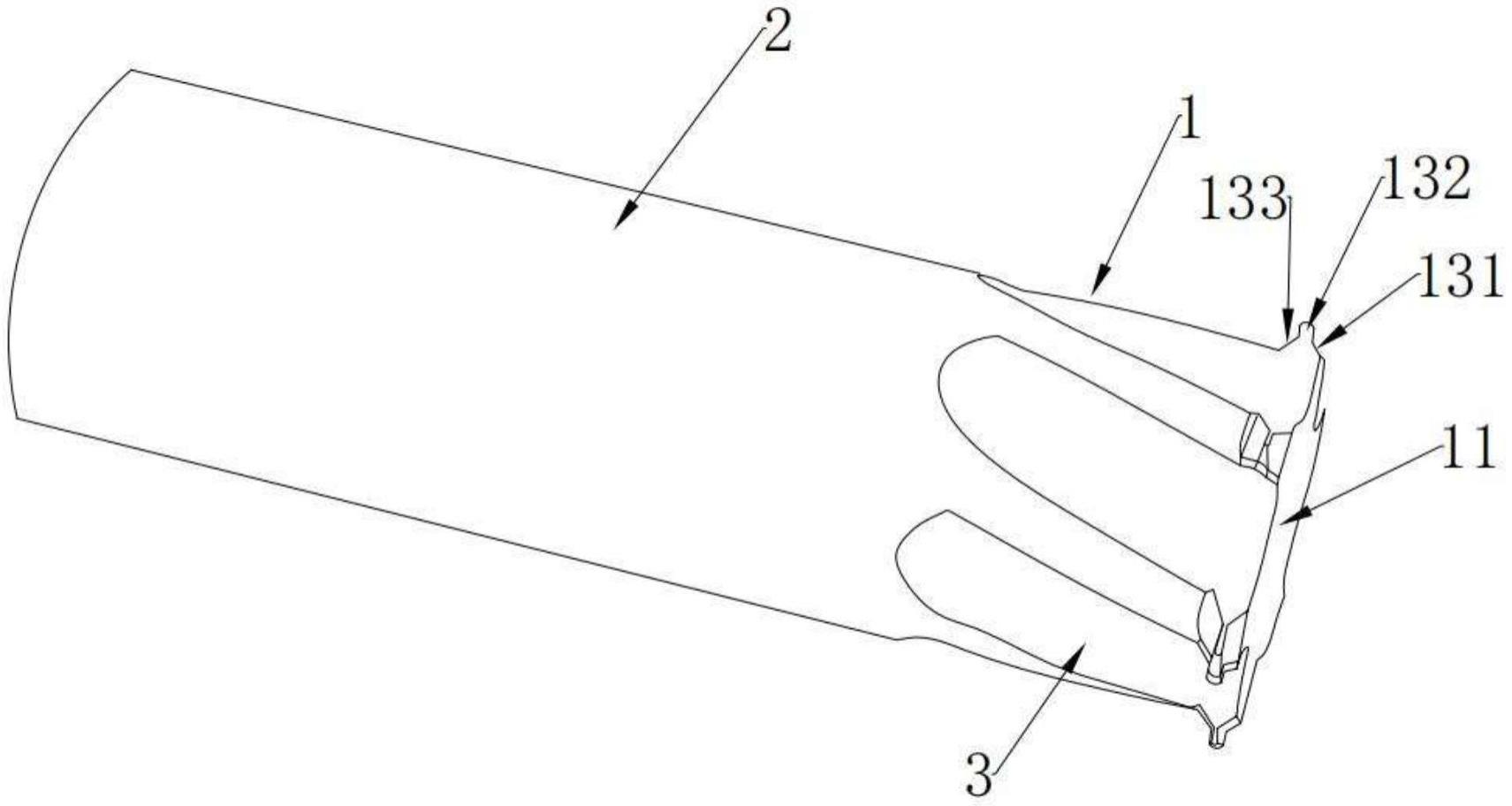
2、本实用新型为了解决其技术问题所采用的技术方案是:提供一种一次成型圆弧t槽及t槽倒角的铣刀,包括切削部以及连接在所述切削部后端的柄部,所述切削部的前端设有端刃,其特征在于:所述切削部的周向上开设有六条螺旋延伸的刀槽,相邻的所述刀槽之间形成刃背,所述刃背在靠近所述端刃的一端凸设有铣刀刃口,所述铣刀刃口包括第一倒角刃、t槽加工刃和第二倒角刃,所述第一倒角刃的一端与所述端刃连接;所述t槽加工刃包括依次连接的第一切削刃、过渡圆弧和第二切削刃,三者构成一个柱形体,所述第一切削刃的一端与所述第一倒角刃的另一端连接。
3、作为本实用新型的进一步改进,所述铣刀刃口沿所述切削部的轴向的宽度尺寸为0.8mm,所述铣刀刃口的凸设高度为1.7mm。
4、作为本实用新型的进一步改进,所述t槽加工刃沿所述切削部的径向的高度尺寸为0.5mm;所述第一切削刃和第二切削刃之间形成宽度尺寸为0.35mm的支撑刃带,所述过渡圆弧的半径尺寸为0.2mm。
5、作为本实用新型的进一步改进,第一倒角刃和第二倒角刃之间的夹角为88°至93°。
6、作为本实用新型的进一步改进,所述刀槽的螺旋角的角度范围为19°至21°,所述刀槽的刀槽前角的角度范围为5°至7°
7、作为本实用新型的进一步改进,所述铣刀刃口的轮廓后角包括轴向后角和径向后角,所述轴向后角包括轴向第一后角和轴向第二后角,所述轴向第一后角的角度范围为5°至7°,所述轴向第二后角的角度范围为8°至10°。
8、作为本实用新型的进一步改进,所述径向后角包括径向第一后角和径向第二后角,所述径向第一后角的角度范围为9°至11°;所述径向第二后角的角度范围为15°至17°。
9、作为本实用新型的进一步改进,所述切削部的芯厚是所述柄部直径的0.6至0.8倍。
10、本实用新型的有益效果是:通过在切削部设置呈锥形体结构的第一倒角刃、t槽加工刃和第二倒角刃,利用t槽加工刃进给产品以及加工圆弧t槽,倒角刃对凹槽进行倒角,实现圆弧t槽和上下双边倒角的一次性成型,提高工作效率,降低加工成本,一次性成型到位更有效的保证尺寸,利于精加工;其次采用六刃大芯厚设计,可减少每刃吃刀量,增加刀具刚性延长刀具使用寿命。
技术特征:
1.一种一次成型圆弧t槽及t槽倒角的铣刀,包括切削部(1)以及连接在所述切削部(1)后端的柄部(2),所述切削部(1)的前端设有端刃(11),其特征在于:所述切削部(1)的周向上开设有六条螺旋延伸的刀槽(3),相邻的所述刀槽(3)之间形成刃背(12),所述刃背(12)在靠近所述端刃(11)的一端凸设有铣刀刃口(13),所述铣刀刃口(13)包括第一倒角刃(131)、t槽加工刃(132)和第二倒角刃(133),所述第一倒角刃(131)的一端与所述端刃(11)连接;所述t槽加工刃(132)包括依次连接的第一切削刃(1321)、过渡圆弧(1322)和第二切削刃(1323),三者构成一个柱形体,所述第一切削刃(1321)的一端与所述第一倒角刃(131)的另一端连接。
2.根据权利要求1所述的一次成型圆弧t槽及t槽倒角的铣刀,其特征在于:所述铣刀刃口(13)沿所述切削部(1)的轴向的宽度尺寸为0.8mm,所述铣刀刃口(13)的凸设高度为1.7mm。
3.根据权利要求2所述的一次成型圆弧t槽及t槽倒角的铣刀,其特征在于:所述t槽加工刃(132)沿所述切削部(1)的径向的高度尺寸为0.5mm;所述第一切削刃(1321)和第二切削刃(1323)之间形成宽度尺寸为0.35mm的支撑刃带,所述过渡圆弧(1322)的半径尺寸为0.2mm。
4.根据权利要求3所述的一次成型圆弧t槽及t槽倒角的铣刀,其特征在于:第一倒角刃(131)和第二倒角刃(133)之间的夹角为88°至93°。
5.根据权利要求4所述的一次成型圆弧t槽及t槽倒角的铣刀,其特征在于:所述刀槽(3)的螺旋角的角度范围为19°至21°,所述刀槽(3)的刀槽前角的角度范围为5°至7°。
6.根据权利要求5所述的一次成型圆弧t槽及t槽倒角的铣刀,其特征在于:所述铣刀刃口(13)的轮廓后角包括轴向后角和径向后角,所述轴向后角包括轴向第一后角(a1)和轴向第二后角(a2),所述轴向第一后角(a1)的角度范围为5°至7°,所述轴向第二后角(a2)的角度范围为8°至10°。
7.根据权利要求6所述的一次成型圆弧t槽及t槽倒角的铣刀,其特征在于:所述径向后角包括径向第一后角(b1)和径向第二后角(b2),所述径向第一后角(b1)的角度范围为9°至11°;所述径向第二后角(b2)的角度范围为15°至17°。
8.根据权利要求1所述的一次成型圆弧t槽及t槽倒角的铣刀,其特征在于:所述切削部(1)的芯厚是所述柄部(2)直径的0.6至0.8倍。
技术总结
本技术提供了一次成型圆弧T槽及T槽倒角的铣刀,包括切削部以及连接在切削部后端的柄部,切削部的前端设有端刃,切削部的周向上开设有六条螺旋延伸的刀槽,相邻的刀槽之间形成刃背,刃背在靠近端刃的一端凸设有铣刀刃口,铣刀刃口包括第一倒角刃、T槽加工刃和第二倒角刃。本技术通过在切削部设置呈锥形体结构的第一倒角刃、T槽加工刃和第二倒角刃,利用T槽加工刃进给产品以及加工圆弧T槽,倒角刃对凹槽进行倒角,实现圆弧T槽和上下双边倒角的一次性成型,提高工作效率,降低加工成本,一次性成型到位更有效的保证尺寸,利于精加工;其次采用六刃大芯厚设计,可减少每刃吃刀量,增加刀具刚性延长刀具使用寿命。
技术研发人员:杨军鹏
受保护的技术使用者:金洲精工科技(昆山)有限公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!