一种同心孔加工工装的制作方法
本申请涉及同心孔加工领域,特别涉及一种同心孔加工工装。
背景技术:
1、腰轮加工需要确保设备的精度和稳定性,避免误差和偏差对加工质量造成影响,对加工的精度要求非常高,需要合适的加工设备及工装去实现,并且在腰轮加工完成后的成品最终需要进行平衡校验,因此加工工序将会直接影响后续动平衡校验的工作量。因为腰轮为异形件对工装具有特殊需求所以就无法使用常用的固定的工装。
2、现有的工装只能够对单件机械加工,并且在腰轮加工完成一面后需要将工装取下,并将腰轮拆卸下来进行换面,在换面后再重新安装后才可以继续加工,但是在换面的过程中,并不能保证腰轮的位置完全相同,就会导致两次加工的同心孔的精度可能不相同。
3、因此我们需要一种同心孔加工工装,能够解决现有工装在加工腰轮两端面同心孔时,需要拆卸换面进行二次加工的问题。
技术实现思路
1、本申请的目的是提供一种同心孔加工工装,能够解决现有工装在加工腰轮两端面同心孔时,需要拆卸换面进行二次加工,影响腰轮同心孔精度的问题。
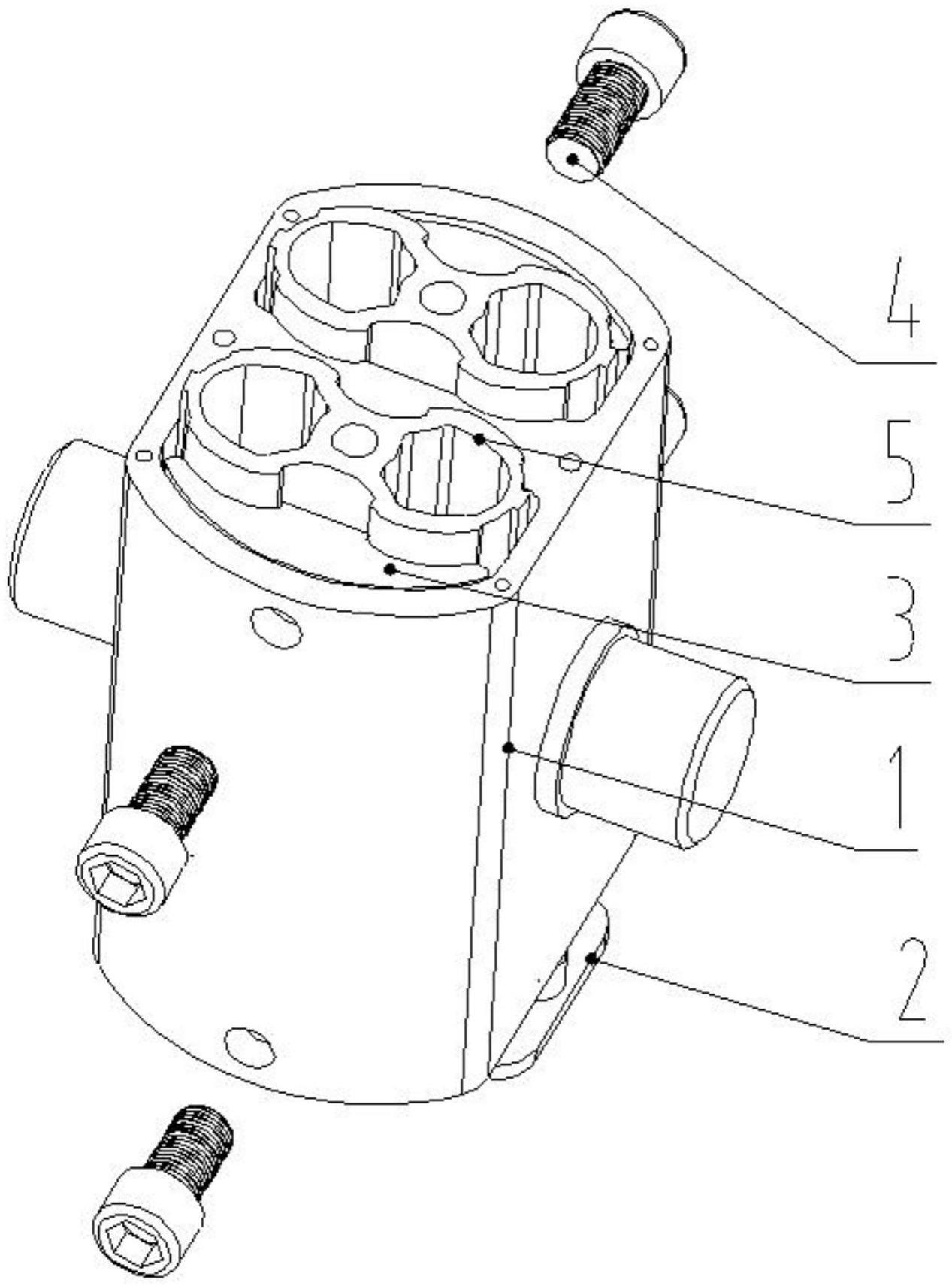
2、为实现上述目的,本申请实施例采用以下技术方案:一种同心孔加工工装,包括:主架,主架设置在工作台上,主架顶面设置有贯通的开口,并在开口四周设置有连接孔,两侧设置固定孔,主架用于放置工件;底板,底板设置在主架下方,底板顶面设置有圆柱,圆柱内设置有安装孔;垫块,垫块设置在主架内,垫块侧面设置有缺口吗,垫块用于卡住工件;锁紧件,锁紧件设置在主架两侧,锁紧件用于固定工件;底板圆柱与主架底部连接孔,限制工件的位置,将垫块放置在主架开口内与其一侧贴合,推动垫块在主架内上下移动,使其与主架固定孔对齐,锁紧件插入在主架固定孔内,通过拧紧锁紧件将垫块与工件固定。
3、进一步地,根据本申请实施例,其中,主架主体为矩形,在其两侧设置有圆弧。
4、进一步地,根据本申请实施例,其中,主架开口具有两个设置在主架左右,为对称设置。
5、进一步地,根据本申请实施例,其中,主架开口通过两个部分组成,其内侧用于容纳工件,外侧用于放置垫块。
6、进一步地,根据本申请实施例,其中,垫块具有四个。
7、进一步地,根据本申请实施例,其中,垫块为圆弧形。
8、进一步地,根据本申请实施例,其中,圆弧形一侧与主架开口外侧贴合。
9、进一步地,根据本申请实施例,其中,垫块另一侧具有两个弧形缺口。
10、进一步地,根据本申请实施例,其中,两个弧形缺口之间设置有阶梯与工件贴合。
11、进一步地,根据本申请实施例,其中,锁紧件为螺钉设置有四个。
12、为了实现上述目的,本申请实施例还公开一种同心孔加工工装的使用方法,包括以下步骤:
13、组装:将底板放置在主架下方,使其圆柱与主架底板贴合,并调整底板将其安装孔与主架连接孔对齐,通过螺钉连接将底板固定住;
14、放置:将两件腰轮分别放置在主架顶面的两个开口内,并使它们的底部与主架底部平齐;
15、夹紧:将垫块放置在主架开口与腰轮之间留下的空隙内,将四个垫块分别放置在主架开口内,将腰轮限制在主架内,使腰轮底部位于底板与主架之间,再推动垫块移动与主架固定孔对齐;
16、固定:将锁紧件分别插入主架固定孔内,并拧紧锁紧件压紧垫块,使其与腰轮紧密贴合,将腰轮固定住。
17、与现有技术相比,本申请具有以下有益效果:
18、本申请采用一种腰轮固定工装,通过将底板固定在主架底面,将腰轮放置在主架的开口内,并将四个垫块分别放置在腰轮边上,推动垫块在主架开口内上下移动,使其与主架两侧的固定孔对齐,通过底板与主架之间的空隙,调整腰轮的位置,使其底部与底板留出一定空间,再将锁紧件插入主架固定孔内,并拧紧锁紧件对垫块施加压力,使其与腰轮进一步贴合将腰轮固定住,解决了现有工装在加工腰轮两端面同心孔时,需要拆卸换面进行二次加工,影响腰轮同心孔精度的问题,达到了能够在不拆卸的情况下对两端面的同心孔进行加工的有益效果。
技术特征:
1.一种同心孔加工工装,其特征在于,包括:
2.根据权利要求1所述的一种同心孔加工工装,其特征在于,所述主架主体为矩形,在其两侧设置有圆弧。
3.根据权利要求1所述的一种同心孔加工工装,其特征在于,所述主架开口具有两个设置在所述主架左右,为对称设置。
4.根据权利要求3所述的一种同心孔加工工装,其特征在于,所述主架开口通过两个部分组成,其内侧用于容纳所述工件,外侧用于放置所述垫块。
5.根据权利要求1所述的一种同心孔加工工装,其特征在于,所述垫块具有四个。
6.根据权利要求1所述的一种同心孔加工工装,其特征在于,所述垫块为圆弧形。
7.根据权利要求6所述的一种同心孔加工工装,其特征在于,所述圆弧形一侧与所述主架开口外侧贴合。
8.根据权利要求7所述的一种同心孔加工工装,其特征在于,所述垫块另一侧具有两个弧形缺口。
9.根据权利要求8所述的一种同心孔加工工装,其特征在于,所述两个弧形缺口之间设置有阶梯与所述工件贴合。
10.根据权利要求1所述的一种同心孔加工工装,其特征在于,所述锁紧件为螺钉设置有四个。
技术总结
本申请涉及同心孔加工领域领域,特别涉及一种同心孔加工工装,本申请公开了一种同心孔加工工装,其特征在于,包括:主架,主架设置在工作台上,主架顶面设置有贯通的开口,并在开口四周设置有连接孔,两侧设置固定孔,主架用于放置工件;底板,底板设置在主架下方;垫块,垫块设置在主架内;锁紧件,锁紧件设置在主架两侧,锁紧件用于固定工件。解决了现有工装在加工腰轮两端面同心孔时,需要拆卸换面进行二次加工,影响腰轮同心孔精度的问题,达到了能够在不拆卸的情况下对两端面的同心孔进行加工,确保了工件的加工精度的有益效果。
技术研发人员:夏士娟,张德龙,蔡新海,陈超
受保护的技术使用者:信东仪器仪表(苏州)股份有限公司
技术研发日:20230327
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!