一种多型号螺柱焊接装置的制作方法
本技术涉及螺柱焊,具体为一种多型号螺柱焊接装置。
背景技术:
1、螺柱焊是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。螺柱焊适用高层钢骨结构建筑、桥梁、汽车等众多领域。实际加工过程中,一块板件上往往需要焊接不止一种型号的螺柱,需要调节焊枪的位置和更换不同的螺柱,螺柱依次焊接的方式加工效率低,不适应现有的流水线加工方式,为此,我们提出一种多型号螺柱焊接装置。
技术实现思路
1、本实用新型要解决的技术问题是克服现有的缺陷,提供一种多型号螺柱焊接装置,能够同时进行多型号螺柱在上一件板件上的焊接,提高了焊接的效率,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种多型号螺柱焊接装置,包括工作台、螺柱预装模板和螺柱进料调节座;
3、工作台:上表面中部设有板件放置台,后侧固定有竖向的焊枪升降气缸,所述焊枪升降气缸的气缸臂上固定有焊枪组座,所述焊枪组座上设有不少于两个的焊枪;
4、螺柱预装模板:上设有不少于两个螺柱预装槽,螺柱预装模板侧面的滑孔内滑动设置有竖向的固定杆,固定杆的上端与焊枪组座固定相连,固定杆的下端固定有支撑环,且支撑环处在螺柱预装模板的下方;
5、螺柱进料调节座:设置在工作台的后侧面,所述螺柱进料调节座上设有与螺柱预装模板螺柱预装槽对应的螺柱导料机构;
6、其中:还包括安装在螺柱预装模板侧面的螺柱释放机构,螺柱释放机构封闭或开启螺柱预装模板螺柱预装槽的下端口。
7、进一步的,所述螺柱预装模板包括板体、电极探孔和螺柱预制套,所述板体上设有与不同焊枪一一对应的螺柱预装槽,螺柱预装槽内置螺柱预制套,所述板体上还设有环绕螺柱预制套的电极探孔。螺柱预装模板的螺柱预制套用来安装不同型号的螺柱,其中螺柱预制套是预制的,与对应型号的螺柱配合,将所有的螺柱装在螺柱预装模板上,然后同步进行焊接,节省时间,同时不需要焊接的时候调整焊枪的位置,保证了螺柱焊时螺柱的位置精度。
8、进一步的,所述螺柱释放机构包括设置在螺柱预装模板上的螺柱止挡件,板件放置台上设有与螺柱止挡件一一对应的挤压座。在螺柱预制套内的螺柱能够在内部被焊枪在竖直方向上带动,在螺柱装置入螺柱预装模板的过程中对螺柱预制套的下侧进行封闭,同步的,板件经过外部的机械手置于板件放置台上,两者的操作不干涉,节省时间。
9、进一步的,所述螺柱止挡件包括止挡板、斜块、夹座和复位弹簧,所述夹座可拆卸固定在螺柱预装模板上,夹座下侧纵向滑动有止挡板,所述止挡板的下侧面设有与挤压座对应的斜块,所述止挡板和夹座通过水平的复位弹簧连接。止挡板能够进行水平的滑动,从而能够封闭螺柱预制套的下端。
10、进一步的,所述螺柱进料调节座包括底座、纵移滑座、纵移气缸、横移滑座和横移气缸,所述底座与工作台固定相连,底座上设有与之滑动配合的纵移滑座,所述纵移气缸的气缸臂和气缸座分别连接纵移滑座和底座,所述纵移滑座上设有与之滑动配合的横移滑座,横移气缸的气缸臂和气缸座分别连接横移滑座与纵移滑座。螺柱进料调节座能够调节螺柱导料机构的位置,从而使螺柱与匹配的螺柱预制套进行对应。
11、进一步的,所述螺柱导料机构包括导料通道、落料管和推料气缸,所述导料通道的前端设有与内腔相通的落料管,落料管的下端设有落料孔,导料通道的一侧设有与落料管对应的推料气缸。螺柱导料机构与外部的振动盘连接,自动将不同型号的螺柱装到螺柱预装模板内。
12、与现有技术相比,本实用新型的有益效果是:本多型号螺柱焊接装置,具有以下好处:
13、1、本多型号螺柱焊接装置,能够同时进行多型号螺柱在上一件板件上的焊接,提高了焊接的效率;
14、2、螺柱预装模板的螺柱预制套用来安装不同型号的螺柱,其中螺柱预制套是预制的,与对应型号的螺柱配合,将所有的螺柱装在螺柱预装模板上,然后同步进行焊接,节省时间,同时不需要焊接的时候调整焊枪的位置,保证了螺柱焊时螺柱的位置精度;
15、3、在螺柱装置入螺柱预装模板的过程中对螺柱预制套的下侧进行封闭,同步的,板件经过外部的机械手置于板件放置台上,两者的操作不干涉,节省时间。
技术特征:
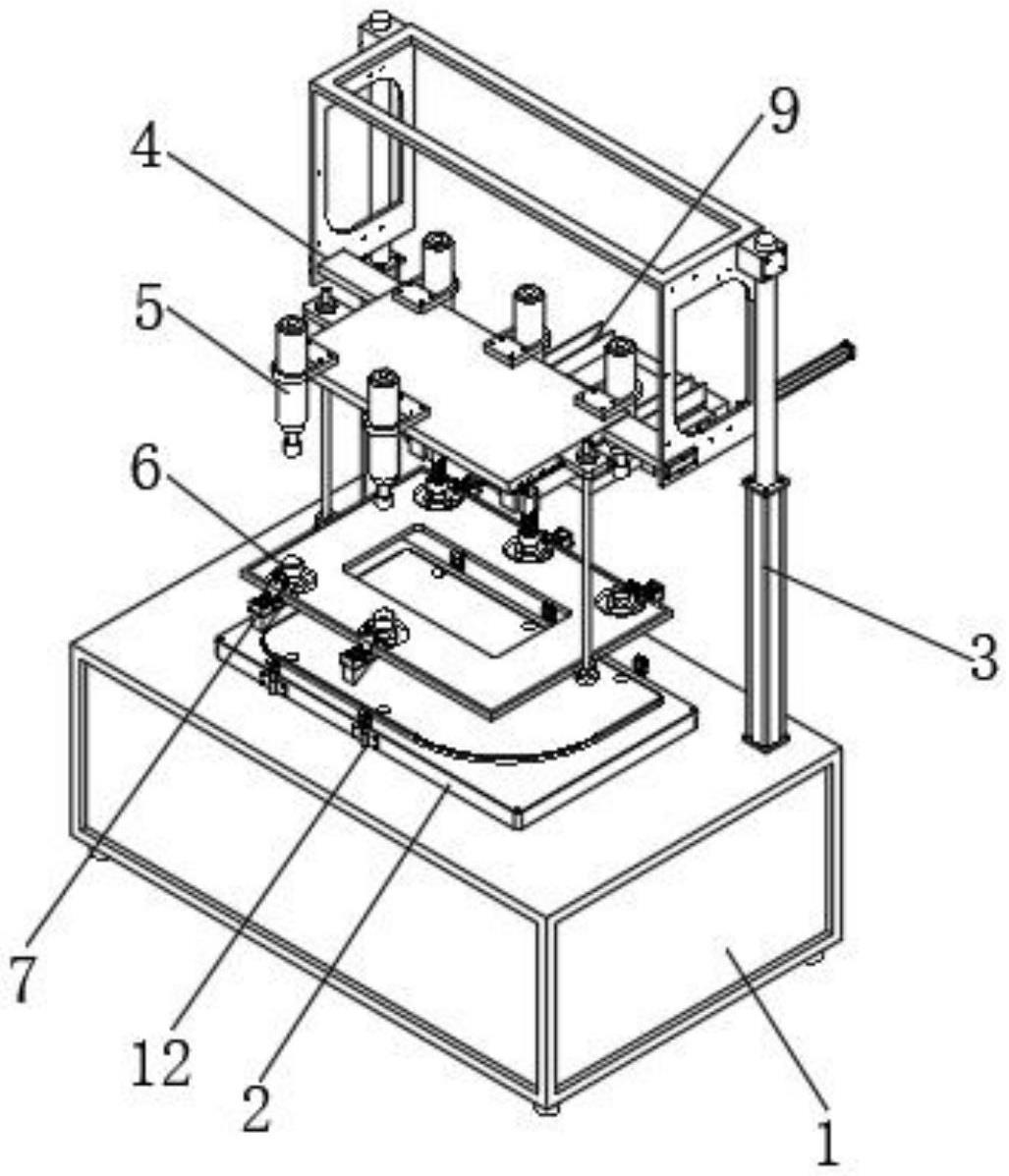
1.一种多型号螺柱焊接装置,其特征在于:包括工作台(1)、螺柱预装模板(6)和螺柱进料调节座(8);工作台(1):上表面中部设有板件放置台(2),后侧固定有竖向的焊枪升降气缸(3),所述焊枪升降气缸(3)的气缸臂上固定有焊枪组座(4),所述焊枪组座(4)上设有不少于两个的焊枪(5);螺柱预装模板(6):上设有不少于两个螺柱预装槽,螺柱预装模板(6)侧面的滑孔内滑动设置有竖向的固定杆(10),固定杆(10)的上端与焊枪组座(4)固定相连,固定杆(10)的下端固定有支撑环(11),且支撑环(11)处在螺柱预装模板(6)的下方;螺柱进料调节座(8):设置在工作台(1)的后侧面,所述螺柱进料调节座(8)上设有与螺柱预装模板(6)螺柱预装槽对应的螺柱导料机构(9);其中:还包括安装在螺柱预装模板(6)侧面的螺柱释放机构,螺柱释放机构封闭或开启螺柱预装模板(6)螺柱预装槽的下端口。
2.根据权利要求1所述的一种多型号螺柱焊接装置,其特征在于:所述螺柱预装模板(6)包括板体(601)、电极探孔(602)和螺柱预制套(603),所述板体(601)上设有与不同焊枪(5)一一对应的螺柱预装槽,螺柱预装槽内置螺柱预制套(603),所述板体(601)上还设有环绕螺柱预制套(603)的电极探孔(602)。
3.根据权利要求1所述的一种多型号螺柱焊接装置,其特征在于:所述螺柱释放机构包括设置在螺柱预装模板(6)上的螺柱止挡件(7),板件放置台(2)上设有与螺柱止挡件(7)一一对应的挤压座(12)。
4.根据权利要求3所述的一种多型号螺柱焊接装置,其特征在于:所述螺柱止挡件(7)包括止挡板(701)、斜块(702)、夹座(703)和复位弹簧(704),所述夹座(703)可拆卸固定在螺柱预装模板(6)上,夹座(703)下侧纵向滑动有止挡板(701),所述止挡板(701)的下侧面设有与挤压座(12)对应的斜块(702),所述止挡板(701)和夹座(703)通过水平的复位弹簧(704)连接。
5.根据权利要求1所述的一种多型号螺柱焊接装置,其特征在于:所述螺柱进料调节座(8)包括底座(801)、纵移滑座(802)、纵移气缸(803)、横移滑座(804)和横移气缸(805),所述底座(801)与工作台(1)固定相连,底座(801)上设有与之滑动配合的纵移滑座(802),所述纵移气缸(803)的气缸臂和气缸座分别连接纵移滑座(802)和底座(801),所述纵移滑座(802)上设有与之滑动配合的横移滑座(804),横移气缸(805)的气缸臂和气缸座分别连接横移滑座(804)与纵移滑座(802)。
6.根据权利要求1所述的一种多型号螺柱焊接装置,其特征在于:所述螺柱导料机构(9)包括导料通道(901)、落料管(902)和推料气缸(903),所述导料通道(901)的前端设有与内腔相通的落料管(902),落料管(902)的下端设有落料孔,导料通道(901)的一侧设有与落料管(902)对应的推料气缸(903)。
技术总结
本技术公开了一种多型号螺柱焊接装置,涉及螺柱焊技术领域,包括工作台、螺柱预装模板和螺柱进料调节座;工作台:上表面中部设有板件放置台,后侧固定有竖向的焊枪升降气缸,所述焊枪升降气缸的气缸臂上固定有焊枪组座,所述焊枪组座上设有不少于两个的焊枪;螺柱预装模板:上设有不少于两个螺柱预装槽,螺柱预装模板侧面的滑孔内滑动设置有竖向的固定杆,固定杆的上端与焊枪组座固定相连,固定杆的下端固定有支撑环,且支撑环处在螺柱预装模板的下方;螺柱进料调节座:设置在工作台的后侧面。本多型号螺柱焊接装置,能够同时进行多型号螺柱在上一件板件上的焊接,提高了焊接的效率。
技术研发人员:柯友林,沈洲林,谢水波,康芝旺,周碧兰,李振杰,张梁
受保护的技术使用者:杭州至信汽车配件制造有限公司
技术研发日:20230405
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!