用于装配活塞连杆总成的装置的制作方法
本公开涉及汽车发动机装配,具体地,涉及一种的用于装配活塞连杆总成的装置。
背景技术:
1、目前,活塞连杆总成在生产过程中使用的是设备上集成的活塞导向套筒,如出现质量问题需要人工进行手动更换单一缸的活塞连杆总成,现阶段手工更换活塞连杆总成一般采用的是专用工具活塞连杆总成收缩器,该收缩器的卷筒是套设在活塞的一端上的,并利用调节器对卷筒进行收缩处理,使得卷筒与活塞连接更紧密,然后将活塞连杆总成远离卷筒的一端放入缸筒内,并将卷筒连接活塞的一端对准缸筒并调整好位置,最后利用尼龙棒将活塞捅入缸筒内。由此可知,整个装配过程十分繁琐,并且活塞连杆总成是以固定的方位装配到缸筒内的,因此工作人员在将活塞捅入缸筒内前,需要调整活塞连杆总成与收缩器的摆放位置,这个过程存在因工作人员调整不当,使得活塞装配不到缸筒内,甚至容易造成活塞环损坏。另外收缩器的卷筒是薄金属片制作而成的,工作人员在装配过程中会伴有划伤手指的安全隐患。
技术实现思路
1、本公开的目的是提供一种用于装配活塞连杆总成的装置,该装置可以定位设置在发动机缸体上,与发动机缸体的缸筒连通,并为活塞连杆的活塞进行导向,有利于快速地将活塞连杆总成装配至缸筒内。
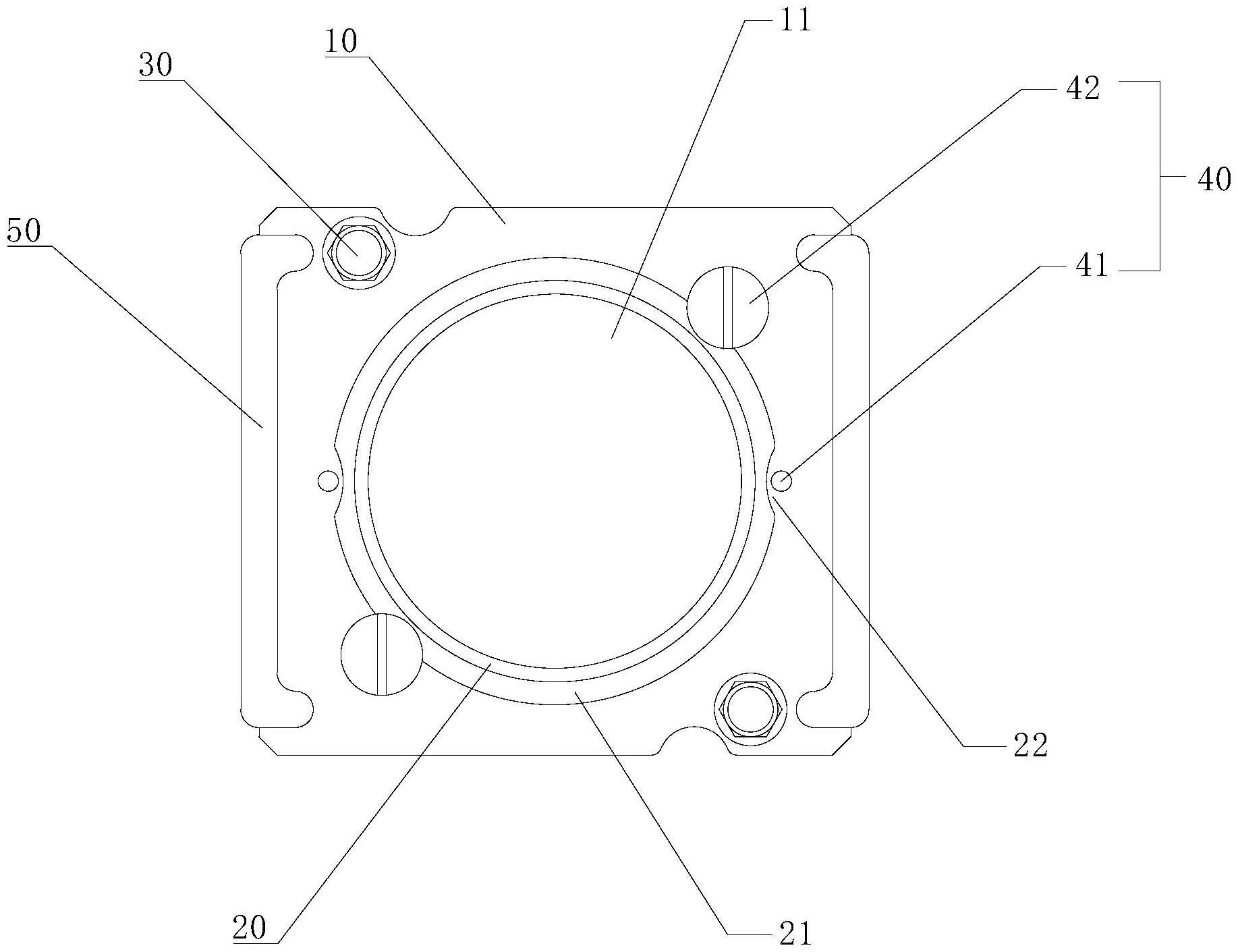
2、为了实现上述目的,本公开提供一种用于装配活塞连杆总成的装置,所述装置包括主体板、导向筒、以及定位件;
3、所述主体板上设置有安装孔;
4、所述导向筒的第一端布置在所述安装孔内,并用于与发动机缸体的缸筒连通,所述导向筒用于在将活塞连杆总成装配至所述缸筒时,对活塞连杆总成的活塞进行导向;
5、所述定位件的一端连接在所述主体板上,所述定位件的另一端用于与所述发动机缸体上的定位孔配合。
6、可选地,所述导向筒的第一端可拆卸地与所述安装孔相连。
7、可选地,所述装置还包括锁止组件;
8、所述导向筒的外侧壁上形成有环形裙边,所述环形裙边的底面用于与所述主体板的顶面贴合;
9、所述锁止组件用于将所述环形裙边可解锁地锁定在所述主体板上。
10、可选地,所述锁止组件包括第一限位件,所述第一限位件的一端固定与所述主体板;
11、所述环形裙边的边缘形成有缺口,所述第一限位件的另一端插入所述缺口内。
12、可选地,所述第一限位件的数量为多个,多个所述第一限位件绕所述环形裙边的周向间隔布置。
13、可选地,所述锁止组件还包括第二限位件;
14、所述二限位件包括连接杆和压接部,所述连接杆的一端用于插设在所述主体板上,另一端与所述压接部连接,所述压接部的底面用于抵压在所述环形裙边的顶面。
15、可选地,所述第二限位件的数量为多个,多个所述第二限位件绕所述环形裙边的周向间隔布置。
16、可选地,所述装置还包括两个把手,两个所述把手设置在所述主体板顶面且位于所述主体板的相对两侧。
17、可选地,所述导向筒的第二端侧壁形成有两个相对称的豁口。
18、可选地,所述主体板为方形板,所述定位件的数量为两个,两个所述定位件分别位于所述主体板相对两个边的位置。
19、通过上述技术方案,当活塞连杆装配到缸筒内前,可以利用主体板底面的定位件与发动机缸体顶面上的定位孔配合,将主体板以及主体板顶面上的导向筒与缸筒对准连通,这样设置使得导向筒能够在活塞连杆的装配过程起到导向的作用,有利于将活塞连杆通过导向筒的腔体快速地装配至缸筒内,从而提高活塞连杆总成的装配效率。
20、本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种用于装配活塞连杆总成的装置,其特征在于,所述装置包括主体板、导向筒、以及定位件;
2.根据权利要求1所述的用于装配活塞连杆总成的装置,其特征在于,所述导向筒的第一端可拆卸地与所述安装孔相连。
3.根据权利要求1所述的用于装配活塞连杆总成的装置,其特征在于,所述锁止组件包括第一限位件,所述第一限位件的一端固定与所述主体板;
4.根据权利要求3所述的用于装配活塞连杆总成的装置,其特征在于,所述第一限位件的数量为多个,多个所述第一限位件绕所述环形裙边的周向间隔布置。
5.根据权利要求1所述的用于装配活塞连杆总成的装置,其特征在于,所述锁止组件还包括第二限位件;
6.根据权利要求5所述的用于装配活塞连杆总成的装置,其特征在于,所述第二限位件的数量为多个,多个所述第二限位件绕所述环形裙边的周向间隔布置。
7.根据权利要求1-6中任一项所述的用于装配活塞连杆总成的装置,其特征在于,所述装置还包括两个把手,两个所述把手设置在所述主体板顶面且位于所述主体板的相对两侧。
8.根据权利要求7中所述的用于装配活塞连杆总成的装置,其特征在于,所述导向筒的第二端侧壁形成有两个相对称的豁口。
9.根据权利要求1-6中任一项所述的用于装配活塞连杆总成的装置,其特征在于,所述主体板为方形板,所述定位件的数量为两个,两个所述定位件分别位于所述主体板相对两个边的位置。
技术总结
本公开涉及一种用于装配活塞连杆总成的装置,装置包括主体板、导向筒、以及定位件,主体板上设置有安装孔,导向筒的第一端布置在安装孔内,并用于与发动机缸体的缸筒连通,导向筒用于在将活塞连杆总成装配至缸筒时,对活塞连杆总成的活塞进行导向,定位件的一端连接在主体板上,定位件的另一端用于与发动机缸体上的定位孔配合。当活塞连杆装配到缸筒内前,可以利用主体板底面的定位件与发动机缸体顶面上的定位孔配合,将主体板以及主体板顶面上的导向筒与缸筒对准连通,这样设置使得导向筒能够在活塞连杆的装配过程起到导向的作用,有利于将活塞连杆通过导向筒的腔体快速地装配至缸筒内,从而提高活塞连杆总成的装配效率。
技术研发人员:高晋生,王阳,赵俊琪,李一朗,陈建发,赵晓辉,秦海峰,方超,马燕生,杨树良,王春生,艾满兴,高松坡,席春阳,任震
受保护的技术使用者:北京现代汽车有限公司
技术研发日:20230406
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!