一种可以调节车刀角度的组合机加刀座的制作方法
本技术涉及机械加工车刀刀架结构,特别涉及一种可以调节车刀角度的组合机加刀座。
背景技术:
1、目前车刀安装有车床刀架上,车刀刀杆是四方形的,固定装夹在刀架上,由于受工件实际尺寸的影响,刀具的刃磨角度,需要随所加工零件变化而变化。主要表现在平切槽或导程大的加工多头螺纹时,例如:加工多头螺纹时,受螺纹升角的影响,以往要把螺纹车刀的某一侧面后角磨的略大于工件的螺旋升角,这样刀具才能轻松地切入工件,否则刀具切入到一定深度时,就无法正常切入工件。这是因为刀具的侧面后角小于螺纹升角角度。通俗地说,就是螺纹车刀侧面磨的不够斜,反之刀具磨的太斜,车刀又失去了强度。
2、因此,在实际工作中,受螺纹升角和和旋向的影响,就要专门准备一把车刀,若旋向变化又要刃磨过另一把车刀。例如:加工tr30×10(p5)的右旋两头梯形螺纹时,要刃磨一把梯形螺纹车刀。那么在加工tr30×10(p5)lh左旋两头梯形螺纹时,其他尺寸不变,螺纹旋向变了,螺纹牙型的螺旋升角也随着的螺纹的旋向也随改变了。在螺旋升角和螺纹旋转方向的作用下,又要重新专门刃磨一把加工左旋的梯形螺纹车刀,这样操作者就需要准备两把梯形螺纹车刀,因此带来很大不便。
3、再者,如果用一把加工过右旋螺纹车刀,通过刃磨刀具右侧面角度略大于此螺纹升角tr30×10(p5)lh的螺纹升角,来加工左旋梯形螺纹,此时这把刀具两个侧面刃磨的太斜,失去了刀具原有的强度,会很容易打刀或崩刀,不能正常切削。因为两侧刀刃后角由于受到螺纹角的影响,使车刀的工作角度发生了一定的变化。螺纹车刀的左右两侧后角的大小关系到刀具强度和锋利性,并且影响螺纹牙侧的表面粗糙度。通俗的来说:加工右旋螺纹时,螺纹刀具左侧面刃磨角度略大于所加工螺纹升角的角度;那么加工左旋螺纹时,螺纹刀具右侧面刃磨角度略大于所加工螺纹升角的角度。
技术实现思路
1、本实用新型的目的是提供一种可以调节车刀角度的组合机加刀座,将梯形螺纹车刀装入刀座,便可实现车刀角度的调节,改变左旋螺纹和右旋螺纹加工时的专用刀具使用状况,节省刀具刃磨时间,提高机械加工的工作效率。
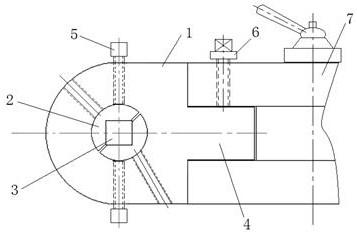
2、本实用新型的上述目的是这样实现的。一种可以调节车刀角度的组合机加刀座,包括刀座体,所述刀座体有一侧设置有装夹柄,另一侧为半圆弧形并设置有螺孔,刀座体的中心设置有通孔,半圆弧形上的螺孔与中心通孔相通,螺孔安装有内六角螺钉,中心通孔内安装有两个对半组合的夹刀卡;所述夹刀卡为半圆形,且内侧设置有装刀槽,两相对的装刀槽构成正方形装刀孔。
3、进一步,所述夹刀卡内侧的装刀槽其截面呈直角∟型。
4、进一步,所述装刀孔与刀杆相匹配。
5、本实用新型可以通过两个对半组合的夹刀卡进行旋转调节,实现装夹一把梯形螺纹车刀,通过旋转一定角度,加工导程较大的多头左旋螺纹、右旋螺纹,解决了操作者长期以来在加工左旋螺纹和右旋螺纹时需要两把专用刀具难题,大大节省了刀具刃磨时间,提高了机械加工的功效,同时节省了加具成本,操作简单,使用方便,具有很高的推广应用价值。
技术特征:
1.一种可以调节车刀角度的组合机加刀座,包括刀座体,其特征在于,所述刀座体有一侧设置有装夹柄,另一侧为半圆弧形并设置有螺孔,刀座体的中心设置有通孔,半圆弧形上的螺孔与中心通孔相通,螺孔安装有内六角螺钉,中心通孔内安装有两个对半组合的夹刀卡;所述夹刀卡为半圆形,且内侧设置有装刀槽,两相对的装刀槽构成正方形装刀孔。
2.根据权利要求1所述的可以调节车刀角度的组合机加刀座,其特征在于,所述夹刀卡内侧的装刀槽其截面呈直角∟型。
3.根据权利要求1所述的可以调节车刀角度的组合机加刀座,其特征在于,所述装刀孔与刀杆相匹配。
技术总结
本技术公开了一种可以调节车刀角度的组合机加刀座,刀座体有一侧设置有装夹柄,另一侧为半圆弧形并设置有螺孔,刀座体的中心设置有通孔,中心通孔内安装有两个对半组合的夹刀卡;夹刀卡为半圆形,且内侧设置有装刀槽,两相对的装刀槽构成与刀杆相匹配的装刀孔。本技术解决了操作者长期以来在加工左旋螺纹和右旋螺纹时需要两把专用刀具难题,大大节省了刀具刃磨时间,提高了机械加工的功效,同时节省了加具成本,操作简单,使用方便,具有很高的推广应用价值。
技术研发人员:徐永华,张成炳,刘秋雯
受保护的技术使用者:方大特钢科技股份有限公司
技术研发日:20230410
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!