一种储物盒用的电阻焊装置的制作方法
本技术是一种储物盒用的电阻焊装置。
背景技术:
1、电阻焊是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
2、电阻焊一般是使工件处在一定电极压力作用下并利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法。通常使用较大的电流。为了防止在接触面上发生电弧并且为了锻压焊缝金属,焊接过 程中始终要施加压力。进行这一类电阻焊时,被焊工件的表面善对于获得稳定的焊接质量是头等重要的。因此,焊前必须将电极与工件以及工件与工件间的接触表面进行清理。
3、推车类金属制品家具的储物盒常采用围板及底板拼接而成,结合过程中的冲压成形等工序,实现了储物盒轻量化、造型多样化生产,丰富了推车品类,满足了不同人群的消费需求。例如,用于厨房场景下的多层储物推车。
4、而为了提高储物盒的生产效率和焊接质量,会根据储物盒各零件的材料、结构和使用性能等要求,选择合适的焊接 工艺及装备。常见的储物盒焊接工艺有熔化极气体保护焊、激光焊、电阻点焊和电阻滚焊等。其中,电阻点焊因其对来料工件尺寸和装配精度要求不高,以及较高的焊接效率和良好的焊后外观而尤其被广泛应用。
5、但是目前此类电阻点焊机在焊接过程中,对有两种及以上焊接轨迹要求的加工件进行加工时,需要人为对加工件进行变换位置,并且焊接过程中工件容易发生偏移,从而导致焊接位置发生错位,同时在焊接后底板容易拱起变形,影响美观和使用。
技术实现思路
1、本实用新型的目的是为了解决以上现有技术的不足,提供一种储物盒用的电阻焊装置。
2、一种储物盒用的电阻焊装置,包括主体,主体包括加工件、工装板、焊接机构和输送机构;
3、所述的工装板用于固定加工件;
4、所述的加工件包括围板和底板,所述的围板包括四个侧板,所述的四个侧板依次首尾相连围成一个空心的长方体,所述的底板位于围板的底部且与围板的四个侧板的底部相连,所述的围板和底板为分体式的结构;长度较长的侧板与底板的交界处为第一焊接处,长度较短的侧板与底板的交界处为第二焊接处;
5、所述的输送机构用将加工件送至焊接机构中;
6、所述的焊接机构包括第一焊接机构和第二焊接机构,所述的第一焊接机构用于对两个第一焊接处进行焊接,所述的第二焊接机构用于两个对第二焊接处进行焊接;
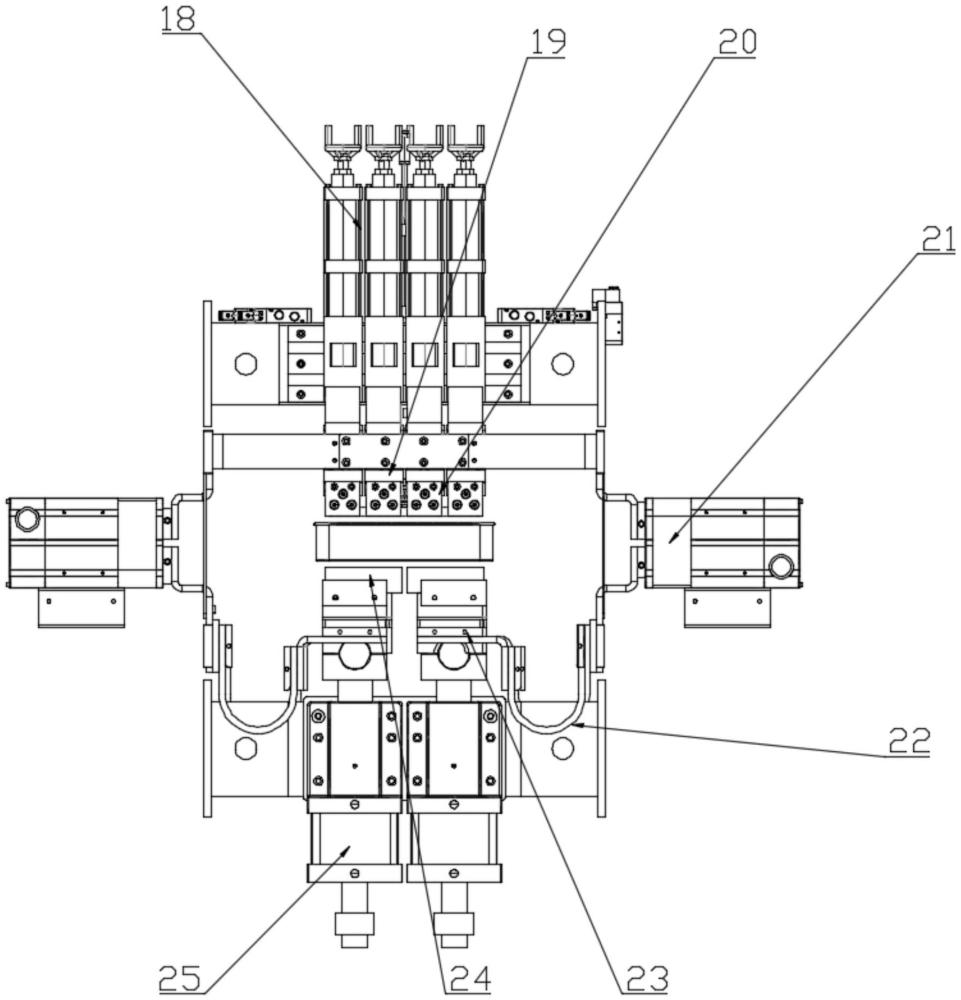
7、所述的第一焊接机构和第二焊接机构均包括第一下压气缸、顶升气缸、上焊接机组、下焊接机组和电源组件;所述的上焊接机组与第一下压气缸相连,上焊接机组和第一下压气缸位于输送机构的上方,所述的顶升气缸和下焊接机组相连,顶升气缸和下焊接机组位于输送机构的下方;
8、所述的上焊接机组包括两个上焊接机头组,所述的上焊接机头组包括四个上焊接机头,所述的四个上焊接机头位于一条直线上,所述的两个上焊接机头相平行,所述的上焊接机头包括上电机座和上电极座与第一下压气缸的浮动接头固定相连,所述的上电极固定在电上电极座上,所述第一下压气缸的浮动接头朝向下方;
9、所述的下焊接机座包括两个下焊接机头组,所述的下焊接机头组包括两个下焊接机头,所述的下焊接机头包括下电极座和下电极,所述的下电极座与顶升气缸的浮动接头相连,所述的下电极固定在下电极座上,所述顶升气缸的浮动接头朝向上方;
10、所述第一焊接机构上电极的位置与第一焊接处相对应,所述第二焊接机构上电极的位置与第二焊接处相对应;
11、所述的电源组件包括多个变压器和阻焊控制器,所述的阻焊控制器用于对控制焊接机头的焊接工作顺序,
12、所述的变压器用于对上电极和下电极提供电力,所述的变压器通过导电板、导电铜带与上电机座或下电极座相连,所述导电铜带的一端与导电板相连,导电板与变压器相连,导电铜带的另一端与上电极座或下电极座相连,其中导电板所处的高度低于与其相连的上电极座或下电极座。
13、电阻焊装置还包括辅助压紧机构,所述的辅助压紧机构包括第二下压气缸和压板,所述第二下压气缸的浮动接头与压板相连,所述压板的材质为电胶木材质,所述的辅助压紧机构用于从上向下压紧加工件的底板,所述的辅助压紧机构位于两个上焊接机头组之间。
14、为了加工件在运输过程中不会磨损,同时为了整体机构能够适应更多不同规格的加工件,所述的工装板包括板体,所述的板体为长方体结构,板体上设有与加工件相匹配的矩形通孔,所述矩形通孔的四个角均设有托块,所述的托块用于支撑加工件;
15、所述板体上端面的两侧均设有安装板,所述的安装板的侧面设有通孔,所述通孔内设有衬套;
16、所述的工装板还包括耐磨板,所述的耐磨板为不锈钢的板状物,所述的耐磨板位于工装板的底部;
17、所述的工装板还包括滚动结构,所述工装板外侧的四个棱边处均设有凹槽,所述的凹槽中设有滚轮,所述的通过螺栓穿过凹槽和滚轮固定。
18、为了避免焊接后底板拱起变形,所述的两个第一焊接处包括八个焊接点,其中四个焊接点位于其中一个第一焊接处,所述四个焊接点从前往后依次排列,所述四个焊接点分别为第一焊接点、第三焊接点、第五焊接点和第七焊接点,
19、另外四个焊接点位于另一个第一焊接处,所述四个焊接点从前往后依次排列,所述四个焊接点分别为第二焊接点、第四焊接点、第六焊接点和第八焊接点,
20、所述的第一焊接机构通过阻焊控制器依次对第一焊接点、第二焊接点、第三焊接点、第四焊接点、第五焊接点、第六焊接点、第七焊接点和第八焊接点进行点焊;
21、所述的两个第二焊接处包括八个焊接点,其中四个位于其中一个第二焊接处,所述四个焊接点从左至右依次排列,所述的四个焊接点分别为第九焊接点、第十一焊接点、第十三焊接点和第十五焊接点,
22、另外四个焊接点位于另一个第二焊接处,所述四个焊接点从左至右依次排列,所述四个焊接点分别为第十焊接点、第十二焊接点、第十四焊接点和第十六焊接点,
23、所述的第二焊接机构通过阻焊控制器依次对第十焊接点、第十一焊接点、第十二焊接点、第十三焊接点、第十四焊接点、第十五焊接点和第十六焊接点进行点焊。
24、为了更好地进行控制,所述的第一下压气缸为倍压组合缸,所述倍压组合缸包括四个气缸,每个上焊接机头组与一个第一下压气缸相连,所述第一下压气缸的气路系统中设有调节气缸活塞杆运动快慢的球阀;
25、所述的上电极座和下电极座内设有冷却水槽;所述的上电极和下电极上设有kcf材质的绝缘挡片;
26、所述的焊接机构还包括冷却系统。
27、有益效果:与现有技术相比,本实用新型先通过第一焊接机构对焊接边较长的两个第一焊接处按照预定顺序进行点焊,再通过第二焊接机构对焊接边较短的两个第二焊接处按照预定顺序进行点焊,这样能够防止焊后变形,并且通过输送机构贯穿第一加工机构和第二加工机构;
28、第一焊接机构和第二焊接机构均通过上电极完成焊接,下电极通过与顶升气缸相连,焊接过程中将加工件从工装板中顶升起来,再通过与第二下压气缸连接的压板从底板上方配合下电极压紧底板,这样不仅保证了焊接过程中底板能够稳定,还能防止焊接后底板拱起变形;
29、本实用新型通过第一焊接机构和第二焊接机构实现了不同焊接轨迹的自动焊接功能,不再需要人工进行焊接,提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!