侧冲防卡废料机构的制作方法
本技术涉及模具,具体地,涉及一种侧冲防卡废料机构。
背景技术:
1、随着机械制造领域的不断反展,人们在进行加工、制造等生产活动中,开始出现让机械自动完成某些工作,以此来代替人工的操作。板件零件的冲孔是机械制造领域应用最广泛的生产工艺。
2、而现有的冲孔加工工艺,角度各不相同,不同角度冲孔造成的就是废料掉落越来越多种多样,且现场调试也需要注意废料可能带来的不可控模具损坏,然后需要去修复,大大增加了企业的时间成本,降低了经济效率。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种侧冲防卡废料机构。
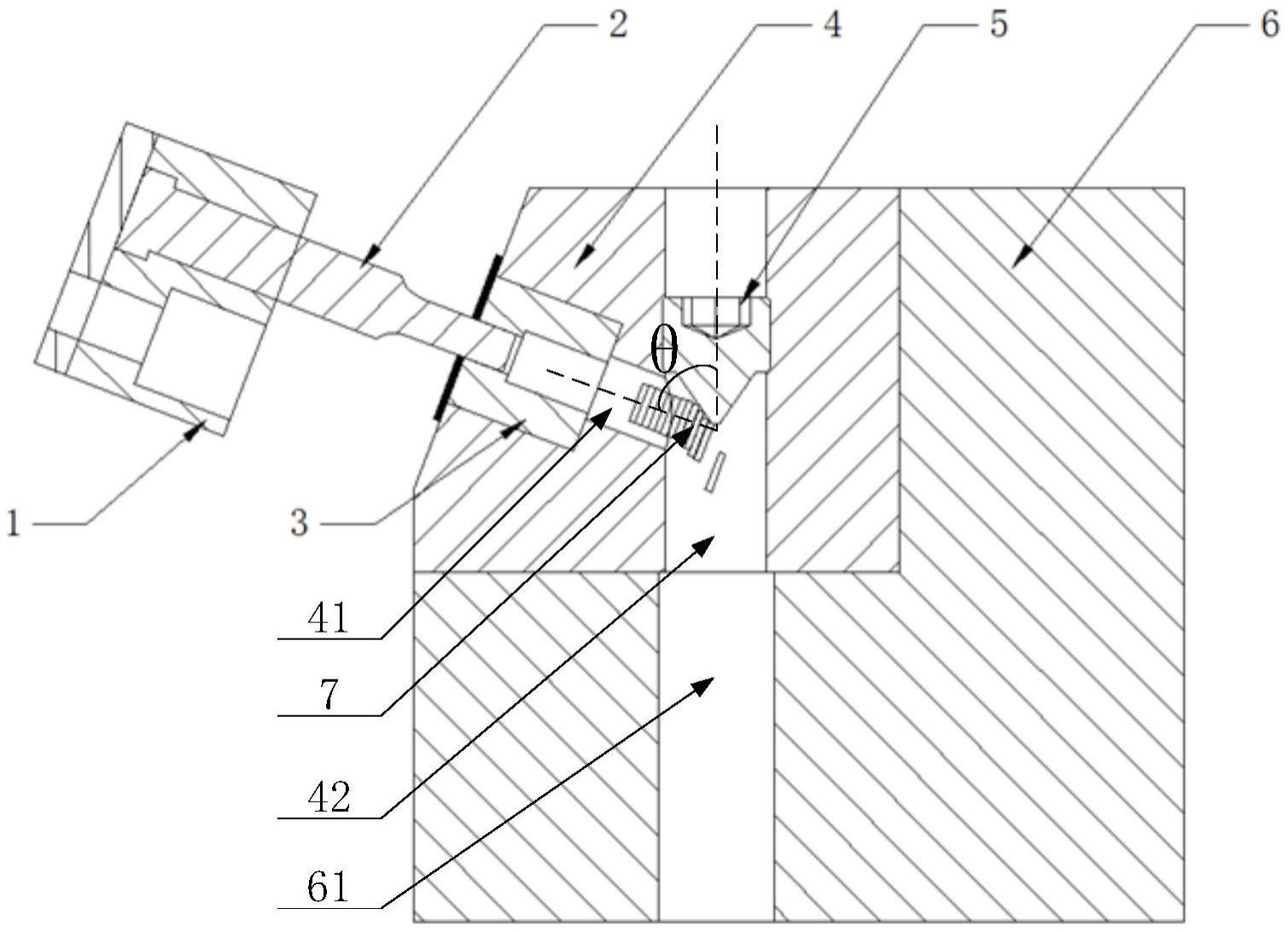
2、根据本实用新型提供的一种侧冲防卡废料机构,包括:
3、上模部分,包括固定座以及后端配置在所述固定座上的圆孔冲头;
4、下模部分,包括镶块、布置在所述镶块上的凹模套,所述镶块设置在凸模上,所述镶块上设置有第一通道、第二通道,所述凸模上设置有第三通道,所述第一通道连通所述第二通道,所述第二通道连通所述第三通道,所述第二通道中设置有碎料器;
5、当所述圆孔冲头的前端在所述凹模套上对胚料打孔时产生的废料能够通过第一通道被推入到所述第二通道中并能够在所述碎料器的驱使下将进入到第二通道中的所述废料输送至第三通道中。
6、优选地,所述圆孔冲头包括位于前端的冲孔刃口以及位于后端的限位端,所述限位端的外径大于所述冲孔刃口的外径且限位端与所述冲孔刃口同轴布置。
7、优选地,所述冲孔刃口与限位端一体连接。
8、优选地,加工胚料时,所述第二通道、第三通道的轴心均处于竖直方向,所述第一通道的轴心与所述第二通道的轴心的夹角为θ,0°<θ<90°。
9、优选地,所述凹模套与采用镶块可拆卸的防转动装配。
10、优选地,所述凹模套与采用镶块螺接和/或卡接。
11、优选地,所述镶块螺接在所述凸模上。
12、优选地,所述凹模套、镶块、凸模具有相同的平面度。
13、优选地,所述碎料器的前端呈锥状。
14、优选地,所述碎料器的后端具有连接结构,用于连接驱动部件使得所述碎料器能够在所述驱动部件的带动下运动。
15、与现有技术相比,本实用新型具有如下的有益效果:
16、本实用新型提供了一种侧冲防卡废料机构,解决了因冲孔角度多样化无法实现冲孔废料顺利排出的情况,并且在空间有限的情况下,实现冲孔废料的顺利滑落,确保生产的顺利进行,既降低了时间成本,又提高了经济效率。
技术特征:
1.一种侧冲防卡废料机构,其特征在于,包括:
2.根据权利要求1所述的侧冲防卡废料机构,其特征在于,所述圆孔冲头(2)包括位于前端的冲孔刃口(21)以及位于后端的限位端(22),所述限位端(22)的外径大于所述冲孔刃口(21)的外径且限位端(22)与所述冲孔刃口(21)同轴布置。
3.根据权利要求2所述的侧冲防卡废料机构,其特征在于,所述冲孔刃口(21)与限位端(22)一体连接。
4.根据权利要求1所述的侧冲防卡废料机构,其特征在于,加工胚料时,所述第二通道(42)、第三通道(61)的轴心均处于竖直方向,所述第一通道(41)的轴心与所述第二通道(42)的轴心的夹角为θ,0°<θ<90°。
5.根据权利要求1所述的侧冲防卡废料机构,其特征在于,所述凹模套(3)与采用镶块(4)可拆卸的防转动装配。
6.根据权利要求5所述的侧冲防卡废料机构,其特征在于,所述凹模套(3)与采用镶块(4)螺接和/或卡接。
7.根据权利要求1所述的侧冲防卡废料机构,其特征在于,所述镶块(4)螺接在所述凸模(6)上。
8.根据权利要求1所述的侧冲防卡废料机构,其特征在于,所述凹模套(3)、镶块(4)、凸模(6)具有相同的平面度。
9.根据权利要求1所述的侧冲防卡废料机构,其特征在于,所述碎料器(5)的前端呈锥状。
10.根据权利要求1所述的侧冲防卡废料机构,其特征在于,所述碎料器(5)的后端具有连接结构,用于连接驱动部件使得所述碎料器(5)能够在所述驱动部件的带动下运动。
技术总结
本技术提供了一种侧冲防卡废料机构,包括上模部分、下模部分,上模部分包括固定座以及后端配置在固定座上的圆孔冲头;下模部分包括镶块、布置在镶块上的凹模套,镶块设置在凸模上,镶块上设置有第一通道、第二通道,凸模上设置有第三通道,第一通道连通第二通道,第二通道连通第三通道,第二通道中设置有碎料器;当圆孔冲头的前端在凹模套上对胚料打孔时产生的废料能够通过第一通道被推入到第二通道中并能够在碎料器的驱使下将进入到第二通道中的废料输送至第三通道并最终排出。本技术解决了因冲孔角度多样化无法实现冲孔废料顺利排出的情况,在空间有限的情况下,实现冲孔废料的顺利滑落,既降低了时间成本,又提高了经济效率。
技术研发人员:黄锦捷,王阔
受保护的技术使用者:上海屹丰汽车模具制造有限公司
技术研发日:20230413
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!