一种用于六边形硼不锈钢管成型的机组的制作方法
:本技术涉及一种用于六边形硼不锈钢管成型的机组,属于异形管成形装置。
背景技术
0、
背景技术:
1、随着我国核电产业的蓬勃发展,核电站运行产生的乏燃料逐年增多,乏燃料的安全贮存及运输受到了人们的广泛关注。中子吸收材料作为其中的关键功能材料,对于保障乏燃料处于次临界状态放起到了至关重要的作用。硼不锈钢作为一种常用的中子吸收材料,具有良好的力学性能、结构稳定性、耐腐蚀特性和热中子吸收性能,在乏燃料贮存及运输领域有着广阔的应用前景。
2、六边形硼不锈钢管是乏燃料贮存格架常用的一种型材,理论上可通过多种制备方法获得。文献cn202733413u公开了一种六边形冷拔无缝钢管的方法,包括经冷拔无缝处理的钢管本体,钢管本体外壁和内壁均为正六边形,钢管本体内壁具有经抛光处理的塑膜层,钢管本体外壁涂覆有环氧耐油防腐层。文献cn112692065a公开了一种高强度薄壁不锈钢六边形无缝管的制备方法,该方法通过“三辊精密冷轧+消应力热处理+三辊精密冷轧”将一定规格的圆管冷轧成目标六边形无缝管。上述两个公开方法使的钢管在变形为六边形过程中(包括冷弯和减壁)将经受较大的塑性变形,而对于钢中存在大量硬脆硼化物颗粒致使塑性急剧恶化的硼不锈钢而言,将是一个难以完成的变形过程。为解决硼不锈钢六边形管的成形,俄罗斯专利ru146501u1公开了一种方法及其机组,即通过拉拔方式将一种壁厚和目标六边形管壁厚一致的圆管通过四机架成形辊的连续辊弯变形获得六边形管,该机组可实现仅辊弯不减壁,大幅减少了硼不锈钢的塑性变形,使得硼不锈钢管的六边形成型成为可能。但该机组存在加工精度低、难以保证原料管和六边形管的中心线始终保持一致、调节尺寸步骤繁琐、处理管材弯曲和扭曲的问题效率低、连续生产能力差等缺点。
技术实现思路
0、
技术实现要素:
1、针对上述问题,本实用新型要解决的技术问题是提供一种用于硼不锈钢圆管辊弯滚压成型为六边形管的机组,以实现对硼不锈钢圆管的多道次连续辊弯滚压变形并最终获得满足外形尺寸要求的目标六边形管,解决了现有机组存在的尺寸参数精度低、不能一次性完成成型和矫直(原管和六边形管的弯曲和扭曲问题)等问题,并且该机组自动化程度高,可连续生产,生产效率得到提高。
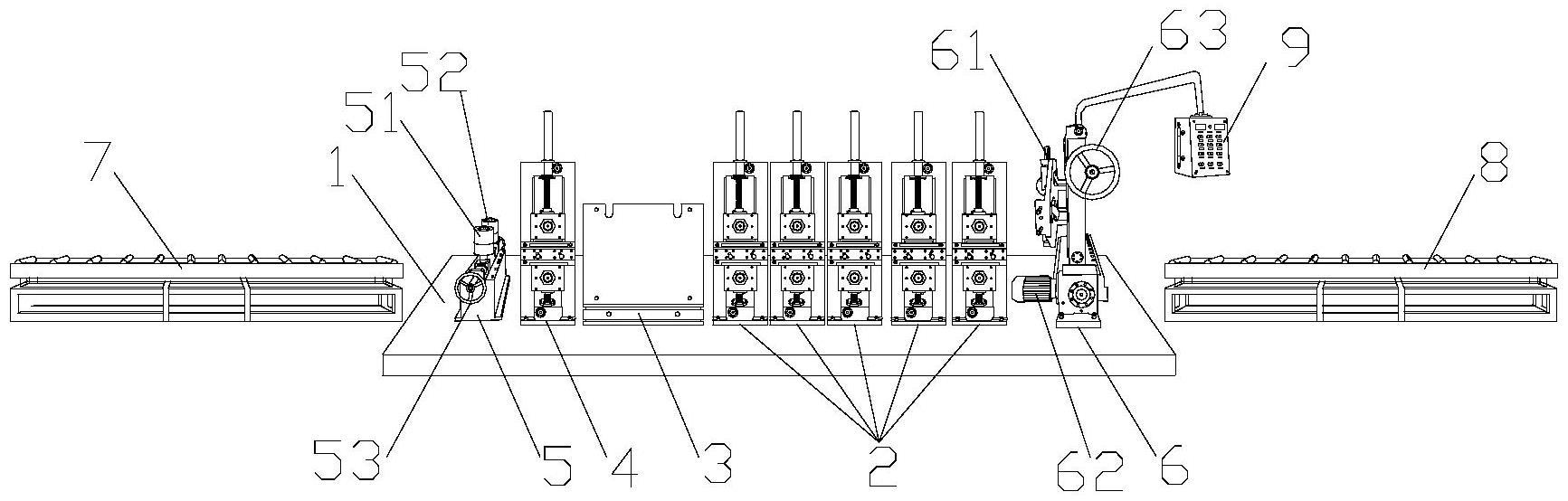
2、本实用新型的一种用于六边形硼不锈钢管成型的机组,它包含机座、变型机组、加热炉、咬入机架、导入机组、矫直机、上料机架和出料机架,机座的中部设置有五组变型机组,变型机组的左侧依次设置有加热炉、咬入机架和导入机组,变型机组的右侧设置有矫直机,机座的左右两侧分别设置有上料机架和出料机架。
3、作为优选,所述的变型机组上安装有上水平辊一、下水平辊一和左右侧立辊,且形成渐变的封闭六边形孔型,上水平辊一和下水平辊一为主动辊,左右侧立辊为从动辊。
4、作为优选,所述的加热炉包括炉体以及炉温控制系统,加热炉可以是电阻炉也可以是感应炉,加热炉体为通孔式,以便硼不锈钢管悬空穿过炉体。
5、作为优选,所述的咬入机架上安装有上水平辊二和下水平辊二,上水平辊二和下水平辊二为主动辊,辊形为圆弧凹形,形成椭圆孔型,转动上水平辊二和下水平辊二可以实现硼不锈钢圆管的咬入和向前移动。
6、作为优选,所述的导入机组上安装有左立辊、右立辊和手轮一,左立辊和右立辊为从动式结构,辊形为圆柱状,左立辊和右立辊52的间距通过旋转手手轮一进行调节。
7、作为优选,所述的矫直机上安装有上下水平辊、左右侧立辊、手轮二、上调位电机和下调位电机,矫直机为四辊式,四辊均为从动式,上下水平辊为v形,左右侧立辊为圆柱形,且形成封闭六边形孔型,可以通过旋转上调位电机、下调位电机以及手轮二进行上下、左右、周向调节,实现六边形硼不锈钢管的矫直。
8、作为优选,所述的矫直机上安装有控制面板,硼不锈钢管的移动速度由控制面板上的水平辊转动速度控制,变型机组的快慢由控制面板上的水平辊辊速调节,加热炉的炉温由控制面板上的功率调节器控制。
9、本实用新型的有益效果:
10、1、它可以对硼不锈钢圆管进行多道次连续辊弯滚压变形并最终获得满足外形尺寸要求的六边形管,该机组为辊弯辊压型,自带驱动力推动钢管移动,缩减了牵引系统或推力系统,较现有机组先进;
11、2、该机组的五组变型辊使每组的变形量分配的更为细化均匀,更好的保证尺寸精度;
12、3、该机组自动化程度高,可连续辊弯滚压,极大提高了生产效率;
13、4、机架位置设计合理,调整方便,具备微调功能,以侧辊为水平面,调整上下水平辊,可确保原料管和六边形管的中心线始终一致,从而保证位置公差和精度;
14、5、该机组自带矫直功能,对于原料管和目标六边形管的弯曲和扭曲问题可在线调整。
技术特征:
1.一种用于六边形硼不锈钢管成型的机组,其特征在于:它包含机座(1)、变型机组(2)、加热炉(3)、咬入机架(4)、导入机组(5)、矫直机(6)、上料机架(7)和出料机架(8),机座(1)的中部设置有五组变型机组(2),变型机组(2)的左侧依次设置有加热炉(3)、咬入机架(4)和导入机组(5),变型机组(2)的右侧设置有矫直机(6),机座(1)的左右两侧分别设置有上料机架(7)和出料机架(8);
2.根据权利要求1所述的一种用于六边形硼不锈钢管成型的机组,其特征在于:所述的咬入机架(4)上安装有上水平辊二(41)和下水平辊二(42),上水平辊二(41)和下水平辊二(42)为主动辊,辊形为圆弧凹形,形成椭圆孔型。
3.根据权利要求1所述的一种用于六边形硼不锈钢管成型的机组,其特征在于:所述的导入机组(5)上安装有左立辊(51)、右立辊(52)和手轮一(53),左立辊(51)和右立辊(52)为从动式结构,辊形为圆柱状。
4.根据权利要求1所述的一种用于六边形硼不锈钢管成型的机组,其特征在于:所述的矫直机(6)上安装有上下水平辊、左右侧立辊、手轮二(61)、上调位电机(62)和下调位电机(63),矫直机(6)为四辊式,四辊均为从动式,上下水平辊为v形,左右侧立辊为圆柱形,且形成封闭六边形孔型。
5.根据权利要求1所述的一种用于六边形硼不锈钢管成型的机组,其特征在于:所述的矫直机(6)上安装有控制面板(9)。
技术总结
本技术公开了一种用于六边形硼不锈钢管成型的机组,它涉及异形管成形装置领域,它包含机座、变型机组、加热炉、咬入机架、导入机组、矫直机、上料机架和出料机架,机座的中部设置有五组变型机组,变型机组的左侧依次设置有加热炉、咬入机架和导入机组,变型机组的右侧设置有矫直机,机座的左右两侧分别设置有上料机架和出料机架。它不仅拥有现有拉拔式机组全部的生产能力,还在加工过程中保证了硼不锈钢六边形管的精度,且自动化程度高,可实现连续辊弯滚压,极大地提高生产效率。
技术研发人员:彭涛,麻磊,彭文超,廖志海,付道贵,刘晓珍,李永旺,朱其猛
受保护的技术使用者:沈阳新远精工异型管厂
技术研发日:20230414
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!