活套夹送辊装置的制作方法
本技术涉及夹送辊设备,具体涉及活套夹送辊装置。
背景技术:
1、钢带通过从活套夹送辊通过,在进行工作时气缸动作夹紧钢带保证带钢平整,随着20小时不停机的连日生产,对挤干辊的磨损很大,因轴承的缺油损耗也特别的多,检修工作工作量也大,而且现场实际空间狭小,不利于检修工作开展,针对这一系列的问题本方案加以改进。
技术实现思路
1、基于上述表述,本实用新型提供了活套夹送辊装置,以解决现有技术中活套夹送辊检修更换不便的问题。
2、本实用新型解决上述技术问题的技术方案如下:
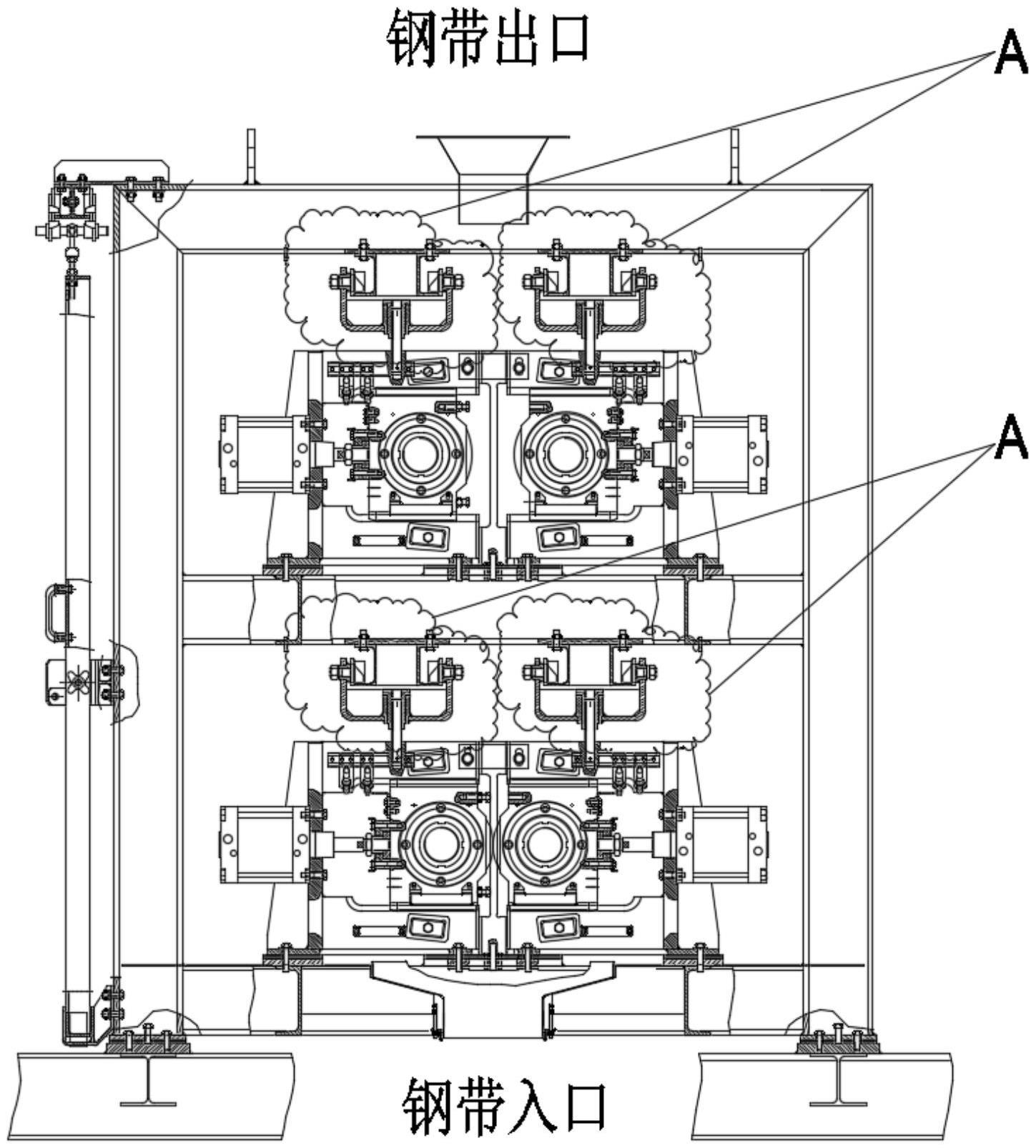
3、活套夹送辊装置,包括机架与若干的夹送辊组件,所述夹送辊组件包括对称设置的夹辊轴,所述夹辊轴侧部连接有控制组件,所述夹送辊组件在机架上竖向分层布置,所述机架上设置有承托夹送辊组件的支撑板,所述支撑板上连接有延伸至机架外的延长板,所述支撑板与延长板上形成有轨道,所述轨道上滑动连接有滑轨小车,所述夹送辊组件吊接于滑轨小车上。
4、在上述技术方案的基础上,本实用新型还可以做如下改进。
5、进一步的,所述支撑板与延长板的底部贴合设置有对称的u型板,所述u型板向外侧开口,所述滑轨小车挂接于u型板的底部侧边上。
6、进一步的,所述滑轨小车包括外壳体、轮子与固定件,所述外壳体的剖面为u型结构,所述轮子穿过u型结构的两块侧板并与延长板挂接,所述固定件穿过外壳体的中部与夹送辊组件固定。
7、进一步的,所述外壳体的两侧设置有轴套,所述轮子的轴穿过轴套使用螺母固定。
8、进一步的,所述外壳体中部开设有圆孔,所述圆孔处卡接有固定套,所述固定套上形成有贯穿孔,所述固定件穿过贯穿孔与夹送辊组件螺纹连接。
9、进一步的,所述贯穿孔内插接有锁定套,所述锁定套的顶部连接有凸块,所述固定套的顶部形成有卡接凸块的凹槽,所述锁定套内形成有带有螺纹的通孔,所述固定件与锁定套螺纹连接。
10、进一步的,所述轮子位于外壳体的每侧都设置有对称的两组。
11、进一步的,所述滑轨小车至少设置有两组,分别位于夹送辊组件的两端。
12、与现有技术相比,本申请的技术方案具有以下有益技术效果:
13、本方案增加了8组滑轨小车,正常工作情况下辊系运转,需要换辊时,机器停止,松开固定夹送辊组件的底架螺栓,可以快速的将夹送辊组件从支撑板-延长板上平移推位出来,快捷方便,提高了日常换棍时间和维保检修的时间和空间。
技术特征:
1.活套夹送辊装置,包括机架与若干的夹送辊组件,所述夹送辊组件包括对称设置的夹辊轴,所述夹辊轴侧部连接有控制组件,所述夹送辊组件在机架上竖向分层布置,所述机架上设置有承托夹送辊组件的支撑板,其特征在于,所述支撑板上连接有延伸至机架外的延长板,所述支撑板与延长板上形成有轨道,所述轨道上滑动连接有滑轨小车,所述夹送辊组件吊接于滑轨小车上。
2.根据权利要求1所述的活套夹送辊装置,其特征在于,所述支撑板与延长板的底部贴合设置有对称的u型板,所述u型板向外侧开口,所述滑轨小车挂接于u型板的底部侧边上。
3.根据权利要求2所述的活套夹送辊装置,其特征在于,所述滑轨小车包括外壳体、轮子与固定件,所述外壳体的剖面为u型结构,所述轮子穿过u型结构的两块侧板并与延长板挂接,所述固定件穿过外壳体的中部与夹送辊组件固定。
4.根据权利要求3所述的活套夹送辊装置,其特征在于,所述外壳体的两侧设置有轴套,所述轮子的轴穿过轴套使用螺母固定。
5.根据权利要求3所述的活套夹送辊装置,其特征在于,所述外壳体中部开设有圆孔,所述圆孔处卡接有固定套,所述固定套上形成有贯穿孔,所述固定件穿过贯穿孔与夹送辊组件螺纹连接。
6.根据权利要求5所述的活套夹送辊装置,其特征在于,所述贯穿孔内插接有锁定套,所述锁定套的顶部连接有凸块,所述固定套的顶部形成有卡接凸块的凹槽,所述锁定套内形成有带有螺纹的通孔,所述固定件与锁定套螺纹连接。
7.根据权利要求3所述的活套夹送辊装置,其特征在于,所述轮子位于外壳体的每侧都设置有对称的两组。
8.根据权利要求1所述的活套夹送辊装置,其特征在于,所述滑轨小车至少设置有两组,分别位于夹送辊组件的两端。
技术总结
本技术涉及夹送辊设备技术领域,具体涉及活套夹送辊装置,解决了现有技术中活套夹送辊检修更换不便的问题,其包括机架与若干的夹送辊组件,夹送辊组件包括对称设置的夹辊轴,夹辊轴侧部连接有控制组件,夹送辊组件在机架上竖向分层布置,机架上设置有承托夹送辊组件的支撑板,支撑板上连接有延伸至机架外的延长板,支撑板与延长板上形成有轨道,轨道上滑动连接有滑轨小车,夹送辊组件吊接于滑轨小车上;本方案增加了8组滑轨小车,正常工作情况下辊系运转,需要换辊时,机器停止,松开固定夹送辊组件的底架螺栓,可以快速的将夹送辊组件从支撑板‑延长板上平移推位出来,快捷方便,提高了日常换棍时间和维保检修的时间和空间。
技术研发人员:刘立京,姜亦红,邹滔,杨丰瑞
受保护的技术使用者:欧达宜昌机电设备制造有限公司
技术研发日:20230411
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!