一种钛合金工件补焊气体保护装置的制作方法
本技术属于铸造领域,具体涉及一种钛合金工件补焊气体保护装置。
背景技术:
1、随着航空、航天、兵器、船舶等领域的飞速发展,为了减轻装备重量,对于钛合金构件的需求越来越多。钛合金结构件成型方式有焊接、机械加工、铸造成型等,其中铸造能成形各种形状,具有成本较低、周期短等优点,是钛合金构件成型的理想工艺。在大多数情况下,铸件往往因结构、铸造工艺等原因存在铸造缺陷,需要待后序修整。补焊是国内外铸钛工业生产中对铸件上各种缺陷进行修复的一项极为重要和必不可少的工序。钛及钛合金铸件的补焊大多采用手工钨极氩弧焊(手工tig焊),钛合金的化学活性非常高,熔融钛极易与空气氧气发生反应,因此,钛合金铸件补焊必须采用氩气保护。
2、钛合金铸件补焊工艺分为真空焊箱和大气两种补焊工艺,真空焊箱是有一定尺寸可密闭箱体和配套真空系统组成,造价高,铸件尺寸一般受焊箱尺寸限制,而对大型、大重量铸件的补焊,多数采用大气下补焊。对于大尺寸薄壁铸件在大气下补焊,为了防止补焊区的背面氧化,可对其背面加保护罩吹送氩气,直到铸件冷却为止,然而实际生产过程,由于钛合金为无磁材料,且铸件形状多样,在补焊过程中,保护罩不易固定,尤其是特殊结构的产品,极容易引起焊接缺陷。
技术实现思路
1、本实用新型的目的是提供一种钛合金工件补焊气体保护装置,能够固定在焊接工件上,确保焊接区域的氩气气氛,从而提高工作效率以及保证焊接质量。
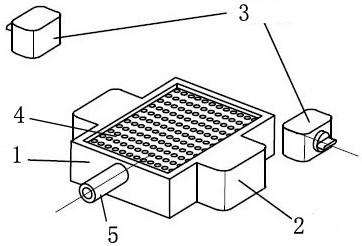
2、为了实现上述目的,本实用新型所采用的技术方案是:一种钛合金工件补焊气体保护装置,包括气体保护罩和电磁铁,气体保护罩的一面敞口,敞口边缘形状与工件表面形状吻合,气体保护罩上的相对两侧各设置一个与所述电磁铁配合使用的亲磁性固定块,气体保护罩上设置有气体入口。
3、所述亲磁性固定块为钢块,钢块焊接在气体保护罩上。
4、所述气体保护罩内设置有用以分散保护气的均气装置。
5、所述均气装置为多孔的蜂窝结构,每个蜂窝孔作为气体的进出口。
6、所述均气装置由金属丝弯曲缠绕而成,金属丝之间的缝隙供气体穿过。
7、所述电磁铁带有手动控制其通断电的开关。
8、本实用新型的有益效果是:1、采用本实用新型制作的铸件补焊气体保护装置,通过电磁铁将气体保护罩与钛合金工件进行固定,从而节省人力,提高工作效率。
9、2、本实用新型中,制作补焊气体保护装置所用的金属盒、钢块、电磁铁等物料要求不高,装置制作成本低,制作难度小。
10、3、采用本实用新型的气体保护装置,能够实现各种复杂结构钛合金铸件在大气中的补焊操作。
技术特征:
1.一种钛合金工件补焊气体保护装置,其特征在于:包括气体保护罩和电磁铁,气体保护罩的一面敞口,敞口边缘形状与工件表面形状吻合,气体保护罩上的相对两侧各设置一个与所述电磁铁配合使用的亲磁性固定块,气体保护罩上设置有气体入口。
2.根据权利要求1所述的一种钛合金工件补焊气体保护装置,其特征在于:所述亲磁性固定块为钢块,钢块焊接在气体保护罩上。
3.根据权利要求1所述的一种钛合金工件补焊气体保护装置,其特征在于:所述气体保护罩内设置有用以分散保护气的均气装置。
4.根据权利要求3所述的一种钛合金工件补焊气体保护装置,其特征在于:所述均气装置为多孔的蜂窝结构,每个蜂窝孔作为气体的进出口。
5.根据权利要求3所述的一种钛合金工件补焊气体保护装置,其特征在于:所述均气装置由金属丝弯曲缠绕而成,金属丝之间的缝隙供气体穿过。
6.根据权利要求1所述的一种钛合金工件补焊气体保护装置,其特征在于:所述电磁铁带有手动控制其通断电的开关。
技术总结
本技术涉及一种钛合金工件补焊气体保护装置,包括气体保护罩和电磁铁,气体保护罩的一面敞口,敞口边缘形状与工件表面形状吻合,气体保护罩上的相对两侧各设置一个与所述电磁铁配合使用的亲磁性固定块,气体保护罩上设置有气体入口。本技术通过电磁铁和亲磁性固定块之间的磁力吸附将气体保护罩固定在焊接工件上,确保焊接区域的氩气气氛,从而提高工作效率以及保证焊接质量。
技术研发人员:陈恒周,石勇,钟哲,钱高磊,李帅标
受保护的技术使用者:洛阳航辉新材料有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!