一种汽车盖板夹紧工装的制作方法
本技术涉及汽车零部件加工设备,具体涉及一种汽车盖板夹紧工装。
背景技术:
1、车辆盖板是多种汽车板材零件的总称,车辆盖板可代指汽车整机顶盖板、汽车发动机盖板、汽车尾盖板等多种板材。
2、目前,在车辆盖板通常需要进行切割加工步骤,切割时工人通常会使用夹紧工装配合进行使用,现有的夹紧工装结构通常包括固定板,固定板下方固定连接有支撑腿,固定板架设在支撑腿的顶端,固定板上固定连接有带有压紧杆的快速夹钳,快速夹钳的数量设置有多个,多个快速夹钳沿着固定板均匀阵列,在进行使用时,工人将需要进行切割的汽车盖板,汽车盖板放置在固定板上,然后,工人通过拉动周边的快速夹钳,压紧杆将汽车盖板的边缘压紧,使汽车盖板固定在固定板上。然后,工人使用切割工具对于汽车盖板进行切割即可。
3、上述现有技术存在以下缺陷:
4、由于盖板的形状大小不一,固定板的大小和快速夹钳放置的位置是固定的,导致更换不同批次的盖板后,易出现快速夹钳设置的位置与盖板不匹配的情况发生,降低了夹紧工装的适应性,降低了夹紧工装的实用性。
技术实现思路
1、本实用新型的目的在于提供一种汽车盖板夹紧工装,达到使夹紧工装能够对于多种不同尺寸盖板进行固定,提高装夹工具的适应性的效果,以解决上述背景技术中提出的问题。
2、为了实现上述技术目的,达到上述技术效果,本实用新型是通过以下技术方案实现的:
3、一种汽车盖板夹紧工装,包括支撑腿,支撑腿顶端架设有固定板,固定板顶端设置有带有压紧杆的快速夹钳,还包括开设在所述固定板上的定位孔,定位孔包括主孔和辅孔,辅孔的数量设置有四个,四个辅孔以主孔为中心呈正方形方阵状阵列;快速夹钳固定连接有定位板,定位板通过固定组件连接有定位杆,定位杆插设在主孔中,定位板上开设有配合孔,配合孔中插设有定位螺栓,定位螺栓贯穿配合孔后螺纹连接到辅孔中;定位孔设置有多组,多组定位孔在固定板上均匀阵列。
4、作为本实用新型优选的,所述固定组件包括开设在定位板的带有螺纹的固定孔,定位杆顶端固定连接有连接杆,连接杆周向侧面上开设有螺纹,连接杆插入到固定孔中后与固定孔的内壁螺纹连接。
5、作为本实用新型优选的,所述配合孔的数量设置有四个,四个配合孔呈正方形的方阵状阵列,定位螺栓的数量与配合孔的数量相等且一一对应。
6、作为本实用新型优选的,相邻的所述定位孔的间距与单个定位孔中相邻的辅孔的间距相等。
7、作为本实用新型优选的,所述定位杆选用钢铁材质制成的定位杆,主孔中镶嵌有固定磁石,定位杆插入到定位孔中后,定位杆与固定磁石贴附。
8、作为本实用新型优选的,所述固定板设置有延展组件,延展组件供固定板扩大承载面积。
9、作为本实用新型优选的,所述延展组件包括延展板,延展板固定连接有截面为t形的连接块,固定板的侧面上开设有连接通槽,连接块插入到连接通槽后,延展板的顶面高度与固定板的高度平齐,延展板底面上开设有延展槽,延展槽中铰接有支撑立柱,支撑立柱翻转后竖立在地面上。
10、作为本实用新型优选的,所述固定板设置有收纳槽,收纳槽位于固定板底面,延展板通过连接块连接到收纳槽后,延展板远离收纳槽的侧面抵接在地面上,支撑立柱翻转放置在收纳槽中。
11、有益效果
12、本实用新型的有益效果是:
13、在进行工件的装夹定位时,工件直接放置在固定板上,由于固定板上开设有多个定位孔,增加了工人在工件周边选择放置快速夹钳的位置,并且工人在安置快速夹钳时,能够通过设置的固定组件对于定位杆进行拆卸,然后通过配合孔进行快速夹钳位置的安置,相比于现有技术中,提高了快速夹钳使用的灵活性,使得夹紧工装能够适应多种工件的尺寸和形状,同时还能够保证对于工件的固定的稳定性,达到使夹紧工装能够对于多种不同尺寸盖板进行固定,提高装夹工具的适应性的效果。
技术特征:
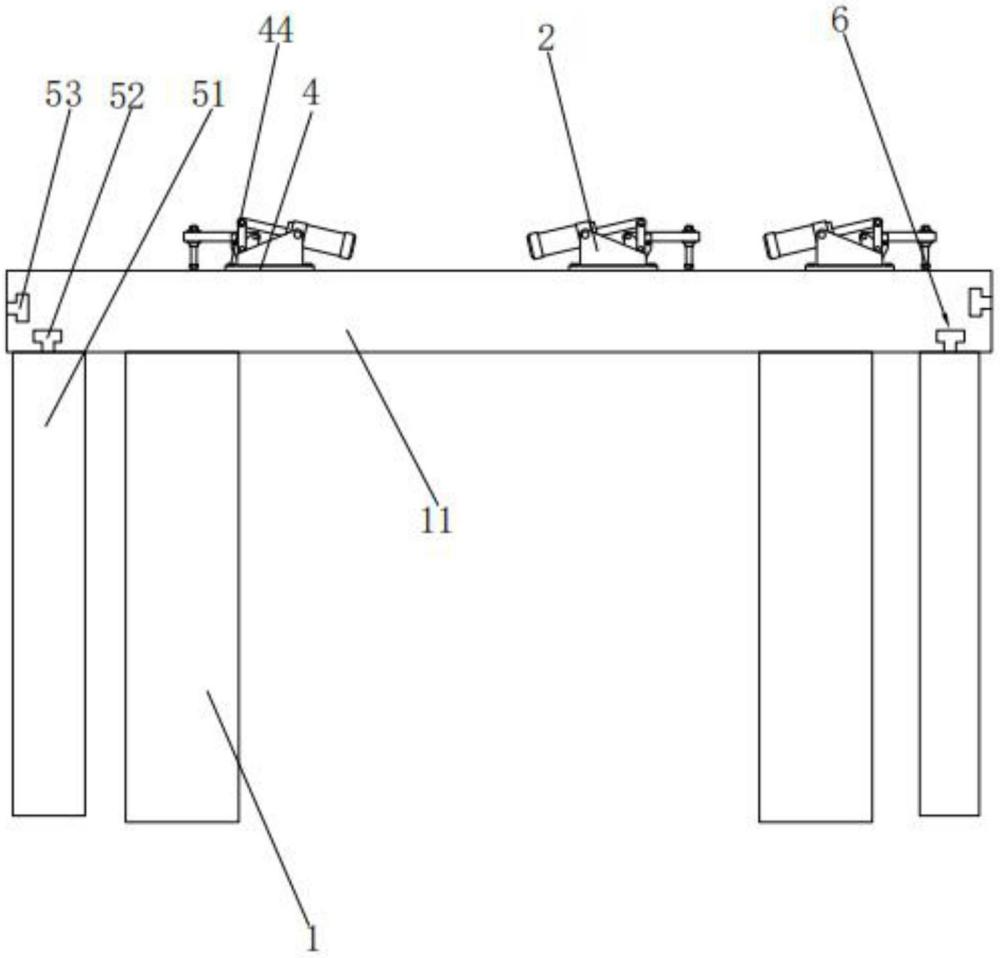
1.一种汽车盖板夹紧工装,包括支撑腿(1),支撑腿(1)顶端架设有固定板(11),固定板(11)顶端设置有带有压紧杆的快速夹钳(2),其特征在于:还包括开设在所述固定板(11)上的定位孔(3),定位孔(3)包括主孔(31)和辅孔(32),辅孔(32)的数量设置有四个,四个辅孔(32)以主孔(31)为中心呈正方形方阵状阵列;快速夹钳(2)固定连接有定位板(4),定位板(4)通过固定组件(42)连接有定位杆(41),定位杆(41)插设在主孔(31)中,定位板(4)上开设有配合孔(43),配合孔(43)中插设有定位螺栓(44),定位螺栓(44)贯穿配合孔(43)后螺纹连接到辅孔(32)中;定位孔(3)设置有多组,多组定位孔(3)在固定板(11)上均匀阵列。
2.根据权利要求1所述的一种汽车盖板夹紧工装,其特征在于:所述固定组件(42)包括开设在定位板(4)的带有螺纹的固定孔(421),定位杆(41)顶端固定连接有连接杆(422),连接杆(422)周向侧面上开设有螺纹,连接杆(422)插入到固定孔(421)中后与固定孔(421)的内壁螺纹连接。
3.根据权利要求2所述的一种汽车盖板夹紧工装,其特征在于:所述配合孔(43)的数量设置有四个,四个配合孔(43)呈正方形的方阵状阵列,定位螺栓(44)的数量与配合孔(43)的数量相等且一一对应。
4.根据权利要求3所述的一种汽车盖板夹紧工装,其特征在于:相邻的所述定位孔(3)的间距与单个定位孔(3)中相邻的辅孔(32)的间距相等。
5.根据权利要求4所述的一种汽车盖板夹紧工装,其特征在于:所述定位杆(41)选用钢铁材质制成的定位杆(41),主孔(31)中镶嵌有固定磁石(45),定位杆(41)插入到定位孔(3)中后,定位杆(41)与固定磁石(45)贴附。
6.根据权利要求1所述的一种汽车盖板夹紧工装,其特征在于:所述固定板(11)设置有延展组件(5),延展组件(5)供固定板(11)扩大承载面积。
7.根据权利要求6所述的一种汽车盖板夹紧工装,其特征在于:所述延展组件(5)包括延展板(51),延展板(51)固定连接有截面为t形的连接块(52),固定板(11)的侧面上开设有连接通槽(53),连接块(52)插入到连接通槽(53)后,延展板(51)的顶面高度与固定板(11)的高度平齐,延展板(51)底面上开设有延展槽(54),延展槽(54)中铰接有支撑立柱(55),支撑立柱(55)翻转后竖立在地面上。
8.根据权利要求7所述的一种汽车盖板夹紧工装,其特征在于:所述固定板(11)设置有收纳槽(6),收纳槽(6)位于固定板(11)底面,延展板(51)通过连接块(52)连接到收纳槽(6)后,延展板(51)远离收纳槽(6)的侧面抵接在地面上,支撑立柱(55)翻转放置在收纳槽(6)中。
技术总结
本技术涉及汽车零部件加工设备领域,一种汽车盖板夹紧工装,包括支撑腿,支撑腿顶端架设有固定板,固定板顶端设置有带有压紧杆的快速夹钳,还包括开设在固定板上的定位孔,定位孔包括主孔和辅孔,辅孔的数量设置有四个,四个辅孔以主孔为中心呈正方形方阵状阵列;快速夹钳固定连接有定位板,定位板通过固定组件连接有定位杆,定位杆插设在主孔中,定位板上开设有配合孔,配合孔中插设有定位螺栓,定位螺栓贯穿配合孔后螺纹连接到辅孔中;定位孔设置有多组,多组定位孔在固定板上均匀阵列,达到使夹紧工装能够对于多种不同尺寸盖板进行固定,提高装夹工具的适应性的效果。
技术研发人员:陈麟,梁雪春
受保护的技术使用者:大连钰峰机械制造有限公司
技术研发日:20230418
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!