阀体加工的精切机的制作方法
本申请涉及机械加工,特别是涉及一种阀体加工的精切机。
背景技术:
1、在机械加工的过程中经常会面对工件的孔洞切削加工。面对多孔工件的加工时常面临加工精度不高的问题。造成加工精度不高的根本原因在于,切削工件主孔时,加工设备需要使用高压力的液压缸。高压力液压缸的活塞杆在行进过程中会带动冲切杆摆动和工作平台振动,这种随机的振动,会影响其他的冲切设备的摆动。当各个摆动的冲切杆对工件冲切时,冲切杆对工件孔洞的冲切会产生加工误差。为了减小加工误差,本申请提出一种阀体加工的精切机。
技术实现思路
1、为了减小加工误差,本申请提供一种阀体加工的精切机。
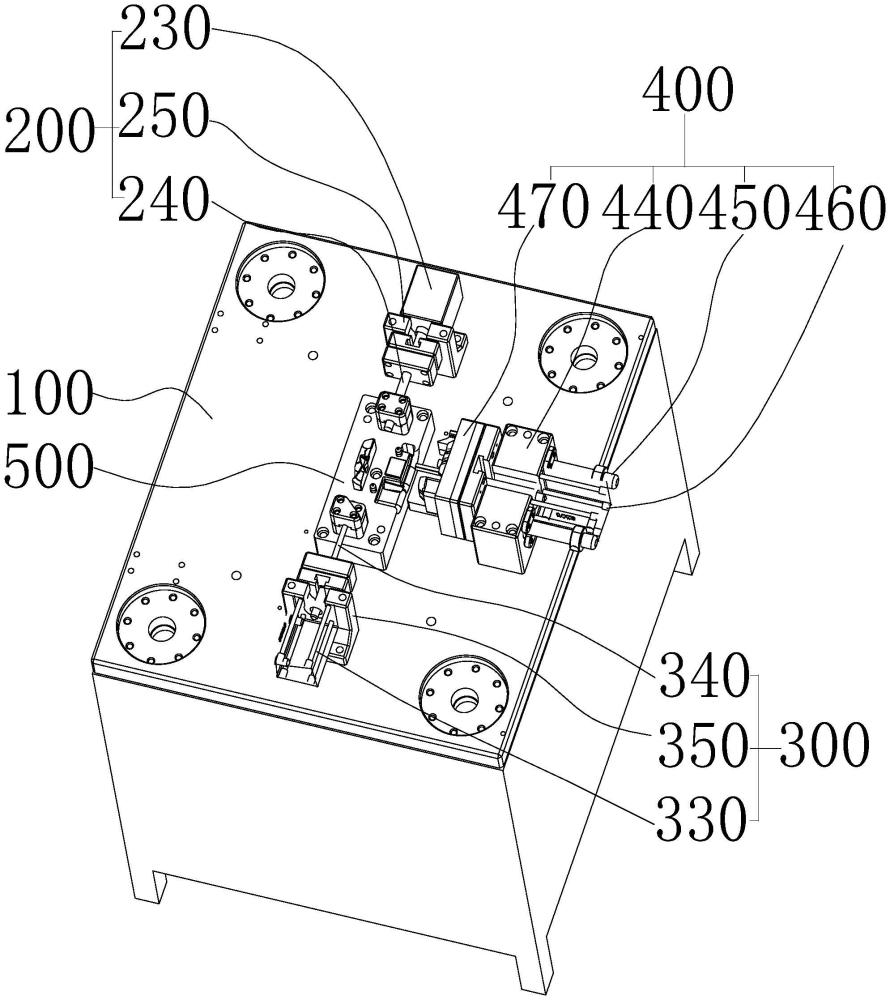
2、本申请提供的阀体加工的精切机,包括:
3、工作平台,设置有多个安装位点;
4、第一冲切机构,包括第一油缸、第一冲切杆和第一安装座,所述第一安装座固定连接于所述工作平台,所述第一油缸固定连接于所述第一安装座,所述第一冲切杆与所述第一油缸的活塞杆固定连接;
5、第二冲切机构,包括第二油缸、第二冲切杆和第二安装座,所述第二安装座固定连接于所述工作平台,所述第二油缸固定连接于所述第二安装座,所述第二冲切杆与所述第二油缸的活塞杆固定连接;
6、第三冲切机构,包括三孔安装座、一对引导杆、第三油缸和冲切座,所述三孔安装座的三个通孔均匀设置于所述三孔安装座且所述三孔安装座的三个通孔处于同一水平面,所述第三油缸的活塞杆通过所述三孔安装座的通孔,一根所述引导杆通过一个所述三孔安装座的通孔,所述三孔安装座固定与所述工作平台,一对所述引导杆和所述第三油缸的活塞杆均与所述冲切座固定连接;
7、载料座,固定连接于所述工作平台。
8、进一步的,所述载料座包括本体,所述本体为矩形块;
9、所述本体的一条长边端为第一端;
10、所述本体的一条短边端为第二端;
11、所述本体的另一条短边端为第三端。
12、进一步的,所述第三冲切机构设置于所述第一端;
13、所述第一冲切机构设置于所述第二端;
14、所述第二冲切机构设置于所述第三端。
15、进一步的,所述第一端包括耦合面,所述耦合面用于耦合所述本体与待加工的阀体的接触间隙;
16、所述第二端包括第一限位块,所述第一限位块与所述本体固定连接;
17、所述第三端包括第二限位块,所述第二限位块与所述本体固定连接;
18、所述本体的顶端还包括支撑块,所述支撑块与所述本体固定连接。
19、进一步的,所述第一限位块包括第一限位孔,所述第一限位块通过所述第一限位孔套设于所述第一冲切杆;
20、所述第二限位块包括第二限位孔,所述第二限位块通过所述第二限位孔套设于所述第二冲切杆;
21、所述第二限位块还包括三角槽,所述三角槽用于容纳待加工的阀体。
22、进一步的,所述第三冲切机构还包括第一卡置块和第一连接块;
23、所述第一卡置块与所述第三油缸的活塞杆卡置连接;
24、所述第一卡置块与所述第一连接块固定连接;
25、所述第一连接块与所述冲切座固定连接。
26、进一步的,所述第一卡置块包括第一卡置槽和第二卡置槽;
27、所述第一卡置槽和所述第二卡置槽导通;
28、所述第一卡置槽的宽度大于所述第二卡置槽的宽度。
29、进一步的,所述第三冲切机构还包括引导块;
30、所述引导块设置于所述第三冲切机构和所述载料座之间;
31、所述引导块还设置于所述冲切座和所述工作平台之间。
32、进一步的,所述第一冲切机构包括第二卡置块和第二连接块;
33、所述第二冲切机构包括第三卡置块和第三连接块;
34、所述第一油缸的活塞杆与所述第二卡置块卡置连接;
35、所述第二卡置块和所述第二连接块固定连接;
36、所述第二连接块与所述第一冲切杆固定连接;
37、所述第二油缸的活塞杆与所述第三卡置块卡置连接;
38、所述第三卡置块和所述第三连接块固定连接;
39、所述第三连接块与所述第二冲切杆固定连接。
40、进一步的,所述第二卡置块和所述第三卡置块均包括第三卡置槽和第四卡置槽;
41、所述第三卡置槽和所述第四卡置槽导通;
42、所述第三卡置槽的宽度大于所述第四卡置槽的宽度。
43、本申请涉及一种阀体加工的精切机,通过设置工作平台,将第一冲切机构、第二冲切机构、第三冲切机构和载料座固定安置,保证了这些机构的整体位置固定,并且保证的加工过程的稳定。同时阀体加工的精切机通过第一安装座上的限位孔洞保证第一冲切杆在行进过程中不发生摆动,进而提高第一冲切杆冲切工件侧位孔时的精度。同理,阀体加工的精切机通过第二安装座上的限位孔洞保证第二冲切杆在行进过程中不发生摆动,进而提高第二冲切杆冲切工件侧位孔时的精度。为了防治加工工件主孔时的振动,阀体加工的精切机上的三孔安装座设置了三个具有限位作用的通孔,经过共振分析,三孔安装座的三个通孔处于同一水平面时,中间通孔对两边通孔共轴,中间通孔耦合了摆动,同时两边通孔的振动波传递于中间通孔时波形突变为差模波形,相互抵消,这大大消减了振动的传导。一对引导杆与第三油缸的活塞杆不论在这三个通孔中如何排列,三孔安装座的消振效果不变。引导杆和第三油缸的活塞杆均与冲切座固定连接,由于三孔安装座的三个通孔具有限位的作用,所以冲切座不会发生摆动。这就保证了第三冲切机构冲切的工件主孔时的精度。
技术特征:
1.一种阀体加工的精切机,其特征在于,包括:
2.根据权利要求1所述的阀体加工的精切机,其特征在于,所述载料座包括本体,所述本体为矩形块;
3.根据权利要求2所述的阀体加工的精切机,其特征在于,所述第三冲切机构设置于所述第一端;
4.根据权利要求3所述的阀体加工的精切机,其特征在于,所述第一端包括耦合面,所述耦合面用于耦合所述本体与待加工的阀体的接触间隙;
5.根据权利要求4所述的阀体加工的精切机,其特征在于,所述第一限位块包括第一限位孔,所述第一限位块通过所述第一限位孔套设于所述第一冲切杆;
6.根据权利要求1所述的阀体加工的精切机,其特征在于,所述第三冲切机构还包括第一卡置块和第一连接块;
7.根据权利要求6所述的阀体加工的精切机,其特征在于,所述第一卡置块包括第一卡置槽和第二卡置槽;
8.根据权利要求7所述的阀体加工的精切机,其特征在于,所述第三冲切机构还包括引导块;
9.根据权利要求1所述的阀体加工的精切机,其特征在于,所述第一冲切机构包括第二卡置块和第二连接块;
10.根据权利要求9所述的阀体加工的精切机,其特征在于,所述第二卡置块和所述第三卡置块均包括第三卡置槽和第四卡置槽;
技术总结
本申请涉及一种阀体加工的精切机,通过设置工作平台,将第一冲切机构、第二冲切机构、第三冲切机构和载料座固定安置,保证了这些机构的整体位置固定,并且保证的加工过程的稳定。一对引导杆与第三油缸的活塞杆不论在这三个通孔中如何排列,三孔安装座的消振效果不变。引导杆和第三油缸的活塞杆均与冲切座固定连接,由于三孔安装座的三个通孔具有限位的作用,所以冲切座不会发生摆动。这就保证了第三冲切机构冲切的工件主孔时的精度。
技术研发人员:顾鹏飞,董方斌,王剑波
受保护的技术使用者:浙江昊龙电气有限公司
技术研发日:20230412
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!