一种装夹工装的制作方法
本技术属于夹具,特别是涉及一种装夹工装。
背景技术:
1、矩形类金属管材或杆材,普遍应用于家具、装饰、建筑等行业。这种管材或杆材在使用时一般需要进行必要的加工;为了方便对管材或杆材进行必要的加工,在加工前需要对管材或杆材进行装夹固定。
2、如cn104440297a公开一种铣床夹具,包括设有矩形槽的夹具体,通过紧固汽缸连接于夹具体一侧的伸缩杆和夹持块,夹持块与伸缩杆相连,和通过锁紧螺母连接于夹具体另一侧的旋转杆和夹持块,所述锁紧螺母套设在旋转杆上,紧固汽缸的另一端连接有导气管,旋转杆的另一端连接有手柄。该夹具在使用时存在容易因夹持力不够,造成加工件在两夹持块之间发生转动的问题。
技术实现思路
1、本实用新型的目的在于提供一种装夹工装,通过在夹持座上形成有用于装夹加工件的槽口、并槽口的一侧设置有锁紧螺丝,进行装夹时,加工件的端部抵在槽口的端部,同时一侧抵在槽口的底侧面,再利用锁紧螺丝进行夹紧,解决了现有加工件在夹持后容易出现松动的问题。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
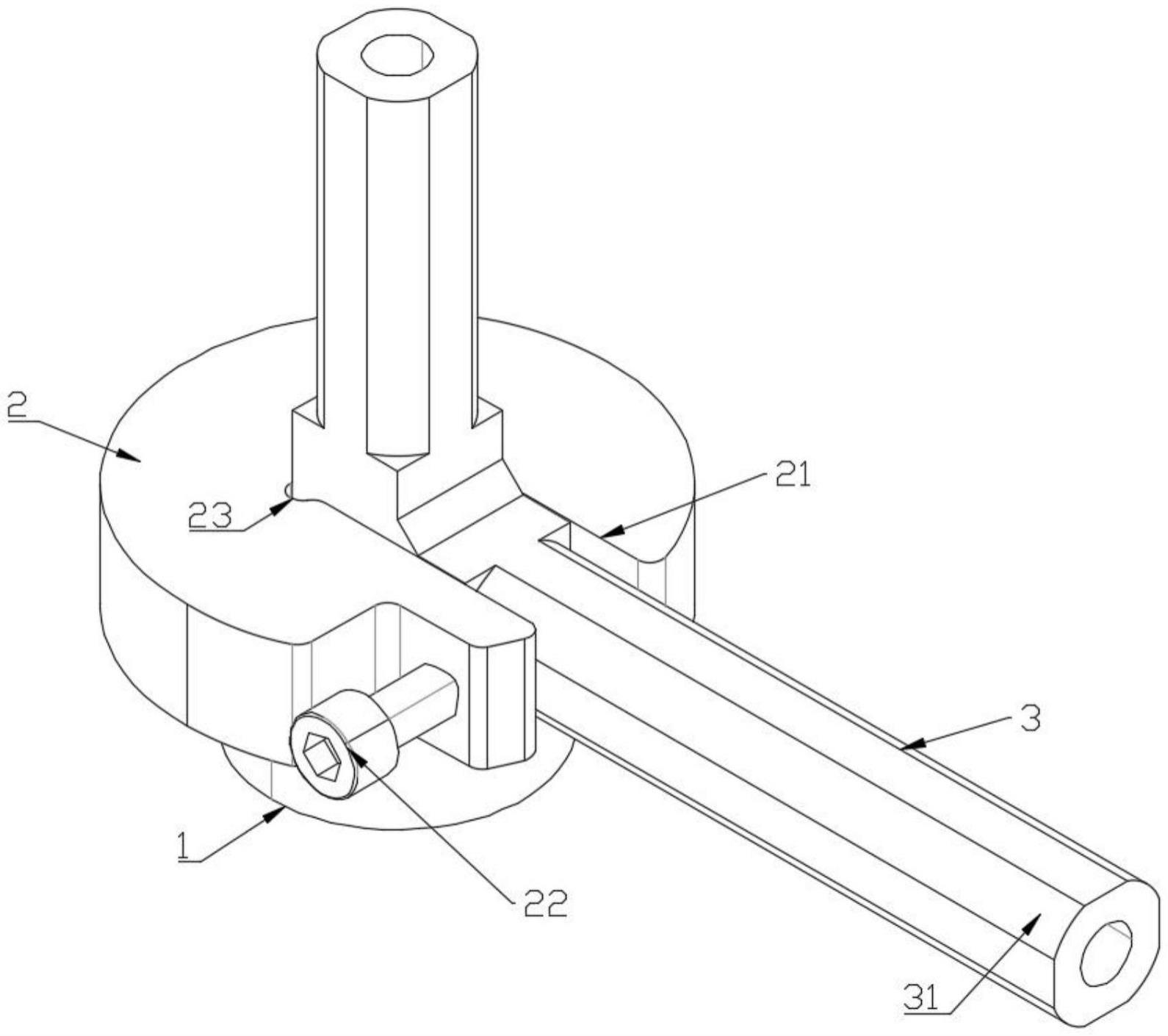
3、本实用新型为一种装夹工装,包括与车床夹头配合的连接座、设置在连接座上且用于装夹加工件的夹持座;所述夹持座的一侧形成有用于装夹加工件的槽口,所述槽口的一侧设置有锁紧螺丝。
4、进一步地,所述槽口的端部设置有避让口,所述槽口的端口处设置倒角a。
5、进一步地,所述加工件的截面呈矩形,且周侧设置有倒角b;所述加工件为矩形杆体,其整体呈“l”型、“z”型或“i”型。
6、更进一步地,所述加工件内沿其长度方式设置有通道。
7、进一步地,所述夹持座包括设置在夹持座上表面的固定座和活动座,所述固定座和活动座的间隙构成所述槽口。
8、更进一步地,所述活动座沿夹持座上表面滑动,所述活动座底侧面设置有t型滑块,所述夹持座上表面设置有与t型滑块配合的t型滑槽。
9、进一步地,还包括设置有用于驱动t型滑块在t型滑槽内滑动的驱动机构,所述驱动机构包括一端安装操作块、且贯穿t型滑块的丝杆,所述t型滑块的一端连接有与丝杆配合的螺母套。
10、进一步地,所述固定座和活动座的相对侧分别设置有豁口,两所述豁口形成用于装夹加工件的槽口。
11、本实用新型具有以下有益效果:
12、本实用新型通过在夹持座上形成有用于装夹加工件的槽口、并槽口的一侧设置有锁紧螺丝,进行装夹时,加工件的端部抵在槽口的端部,同时一侧抵在槽口的底侧面,再利用锁紧螺丝进行夹紧,解决了现有加工件在夹持后容易出现松动的问题。
13、当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种装夹工装,其特征在于:包括与车床夹头配合的连接座(1)、设置在连接座(1)上且用于装夹加工件(3)的夹持座(2);
2.根据权利要求1所述的一种装夹工装,其特征在于,所述槽口(21)的端部设置有避让口(23),所述槽口(21)的端口处设置倒角a(211)。
3.根据权利要求1所述的一种装夹工装,其特征在于,所述加工件(3)的截面呈矩形,且周侧设置有倒角b(31)。
4.根据权利要求1所述的一种装夹工装,其特征在于,所述加工件(3)为矩形杆体,其整体呈“l”型、“z”型或“i”型。
5.根据权利要求1-4任一项所述的一种装夹工装,其特征在于,所述加工件(3)内沿其长度方式设置有通道(32)。
6.根据权利要求1所述的一种装夹工装,其特征在于,所述夹持座(2)包括设置在夹持座(2)上表面的固定座(201)和活动座(202),所述固定座(201)和活动座(202)的间隙构成所述槽口(21)。
7.根据权利要求6所述的一种装夹工装,其特征在于,所述活动座(202)沿夹持座(2)上表面滑动,所述活动座(202)底侧面设置有t型滑块(204),所述夹持座(2)上表面设置有与t型滑块(204)配合的t型滑槽(10)。
8.根据权利要求7所述的一种装夹工装,其特征在于,还包括设置有用于驱动t型滑块(204)在t型滑槽(10)内滑动的驱动机构,所述驱动机构包括一端安装操作块(203)、且贯穿t型滑块(204)的丝杆(25),所述t型滑块(24)的一端连接有与丝杆(25)配合的螺母套。
9.根据权利要求6-8任一项所述的一种装夹工装,其特征在于,所述固定座(201)和活动座(202)的相对侧分别设置有豁口,两所述豁口形成用于装夹加工件(3)的槽口(21)。
技术总结
本技术公开了一种装夹工装,涉及夹具技术领域。本技术包括与车床夹头配合的连接座、设置在连接座上且用于装夹加工件的夹持座;夹持座的一侧形成有用于装夹加工件的槽口,槽口的一侧设置有锁紧螺丝。本技术通过在夹持座上形成有用于装夹加工件的槽口、并槽口的一侧设置有锁紧螺丝,进行装夹时,加工件的端部抵在槽口的端部,同时一侧抵在槽口的底侧面,再利用锁紧螺丝进行夹紧,解决了现有加工件在夹持后容易出现松动的问题。
技术研发人员:韩峰,叶治胜,徐健,朱程程,严勇康,邵健
受保护的技术使用者:浙江天能精工科技有限公司
技术研发日:20230425
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!