一种用于清理型材内腔发泡填充剂的设备的制作方法
本技术涉及型材内腔发泡填充剂清理领域,具体涉及一种用于清理型材内腔发泡填充剂的设备。
背景技术:
1、随着高端门窗对隔音、保温等性能要求不断提高,门窗型材腔体发泡填充技术不断普及,型材内腔发泡后角码及连接件的安装空间被填充(如图1所示),使用电钻等工具清理不彻底,无法清理成角码(或连接件)要求的矩形空腔(如图2所示),且目前的清理工作需要手工完成,费工费力,清理的碎屑对加工员工身体有损伤。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的是提供一种用于清理型材内腔发泡填充剂的设备,该设备可以解决型材内腔发泡填充剂清理问题。
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:
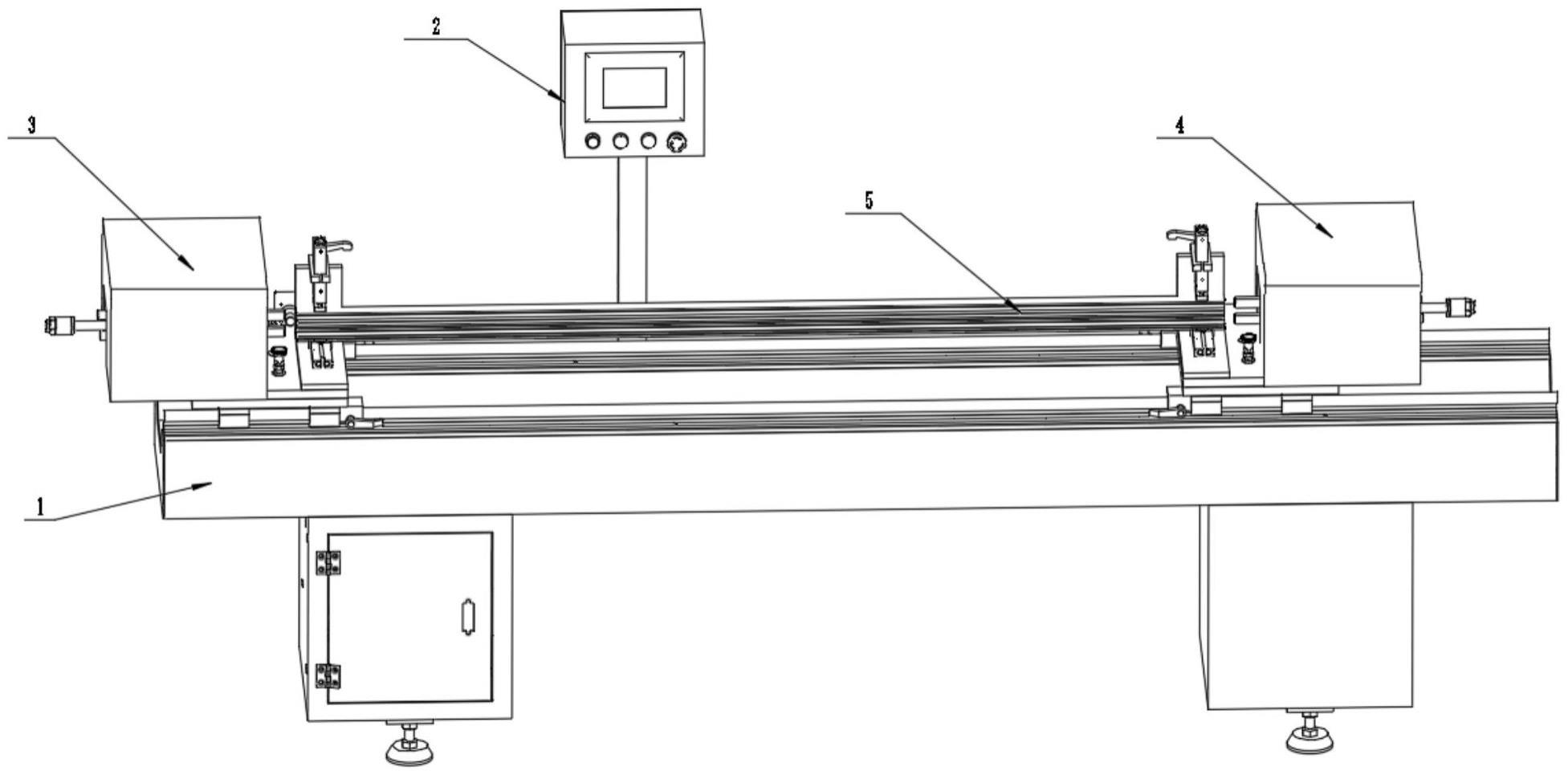
3、本实用新型的实施例提供了一种用于清理型材内腔发泡填充剂的设备,包括床身、工控面板、左机头和右机头;在床身上设置有直线导轨,在直线导轨的左端设置左机头,右端设置右机头,左机头和右机头的结构相同,各自包括托板、挤压气缸、挤压模具、定位机构和压紧机构;所述的托板与直线导轨配合,挤压气缸安装在托板上,挤压气缸与挤压模具相连,挤压模具的头部固定有若干头部为尖状的挤压头;定位机构和压紧机构对型材进行定位和压紧。
4、作为进一步的技术方案,所述的挤压模具包括安装板以及安装在安装板上的挤压头,所述的挤压头包括一个金属壳体,在金属壳体的端部固定有若干头部为尖状的挤压头;金属壳体的外轮廓尺寸略小于型材内腔尺寸,这样使得挤压头正好可以插入到型材内,对型材内的填充物进行挤压。
5、作为进一步的技术方案,所述的定位机构固定在床身上,对型材侧面进行定位。
6、作为进一步的技术方案,所述的挤压装置包括两个,两个挤压装置的安装位置与型材型腔内的发泡填充剂填充位置对应。
7、作为进一步的技术方案,所述的压紧机构包括型材顶部压紧机构和型材侧面压紧机构,所述的型材顶部压紧机构安装在所述的直线导轨上,所述的型材侧面压紧机构安装在托板上。
8、作为进一步的技术方案,所述的顶部压紧机构为气缸压紧装置。
9、作为进一步的技术方案,所述的侧面压紧机构为气缸压紧装置。
10、作为进一步的技术方案,所述的挤压气缸安装在安装座上,所述的安装座与托板之间通过转动轴和销轴相连。
11、作为进一步的技术方案,所述的挤压模具与挤压气缸可拆卸式连接。
12、上述本实用新型的实施例的有益效果如下:
13、1.本实用新型可模具可根据不同型材腔体定制,通过通用的卡槽进行替换安装,以满足大部分型材的加工,一次完成型材两端角码(或连接件)的矩形安装空腔的清理
14、2.本实用新型可双端进行加工,长度超过机床要求时,左右端可旋转90度,可实现两个单机头操作。
15、3.本实用新型采用自动化工业控制,具有加工精度高,加工速度快,加工尺寸精确,安全环保。
技术特征:
1.一种用于清理型材内腔发泡填充剂的设备,其特征在于,包括床身、工控面板、左机头和右机头;在床身上设置有直线导轨,在直线导轨的左端设置左机头,右端设置右机头,左机头和右机头的结构相同,各自包括托板、挤压气缸、挤压模具、定位机构和压紧机构;所述的托板与直线导轨配合,挤压气缸安装在托板上,挤压气缸与挤压模具相连,挤压模具的头部固定有若干头部为尖状的挤压头;定位机构和压紧机构对型材进行定位和压紧。
2.如权利要求1所述的用于清理型材内腔发泡填充剂的设备,其特征在于,所述的挤压模具包括安装板以及安装在安装板上的挤压装置,所述的挤压装置包括一个金属壳体,在金属壳体的端部固定有若干头部为尖状的挤压头;金属壳体的外轮廓尺寸略小于型材内腔尺寸。
3.如权利要求2所述的用于清理型材内腔发泡填充剂的设备,其特征在于,所述的挤压装置包括两个,两个挤压装置的安装位置与型材型腔内的发泡填充剂填充位置对应。
4.如权利要求1所述的用于清理型材内腔发泡填充剂的设备,其特征在于,所述的定位机构固定在床身上,对型材侧面进行定位。
5.如权利要求1所述的用于清理型材内腔发泡填充剂的设备,其特征在于,所述的压紧机构包括型材顶部压紧机构和型材侧面压紧机构,所述的型材顶部压紧机构安装在所述的直线导轨上,所述的型材侧面压紧机构安装在托板上。
6.如权利要求5所述的用于清理型材内腔发泡填充剂的设备,其特征在于,所述的顶部压紧机构为气缸压紧装置。
7.如权利要求5所述的用于清理型材内腔发泡填充剂的设备,其特征在于,所述的侧面压紧机构为气缸压紧装置。
8.如权利要求1所述的用于清理型材内腔发泡填充剂的设备,其特征在于,所述的挤压气缸安装在安装座上,所述的安装座与托板之间通过转动轴和销轴相连。
9.如权利要求1所述的用于清理型材内腔发泡填充剂的设备,其特征在于,所述的挤压模具与挤压气缸可拆卸式连接。
技术总结
本技术公开了一种用于清理型材内腔发泡填充剂的设备,包括床身、工控面板、左机头和右机头;在床身上设置有直线导轨,在直线导轨的左端设置左机头,右端设置右机头,左机头和右机头的结构相同,各自包括托板、挤压气缸、挤压模具、定位机构和压紧机构;所述的托板与直线导轨配合,挤压气缸安装在托板上,挤压气缸与挤压模具相连,挤压模具的头部固定有若干头部为尖状的挤压头;定位机构和压紧机构对型材进行定位和压紧。
技术研发人员:刘永军
受保护的技术使用者:济南西格玛数控设备有限公司
技术研发日:20230423
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!