一种实现凹面透镜阵列产品快速车削加工的装置的制作方法
本技术涉及车削加工,尤其涉及一种实现凹面透镜阵列产品快速车削加工的装置。
背景技术:
1、车床车削加工单口径凹面透镜时,一般通过固定刀具,将工件装载在车床主轴上进行旋转,通过控制x轴、z轴联动,以普通车削方式对凹面单口径产品进行加工。当需要加工凹面透镜阵列时,一般需要通过gu/diffsys等复杂编程软件编写程序,然后通过自动控制程序,通过使用铣床控制x轴、y轴、z轴三轴联动,使用铣削方式对凹面大口径的阵列产品进行加工。
2、现有加工技术中用到了ug/diffsys等复杂编程软件、铣削加工的编程方法,需要高级工程师进行编程,编程专业度要求高。加工过程中需要x轴、y轴和z轴进行联动,对机床复杂度要求高。整个加工过程中,刀具每进给一步,铣削路线需覆盖整个工件表面,加工时间较长。受限于设备转动精度的影响,当加工至工件边缘时,加工精度下降,工件表面粗糙度变差。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种实现凹面透镜阵列产品快速车削加工的装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
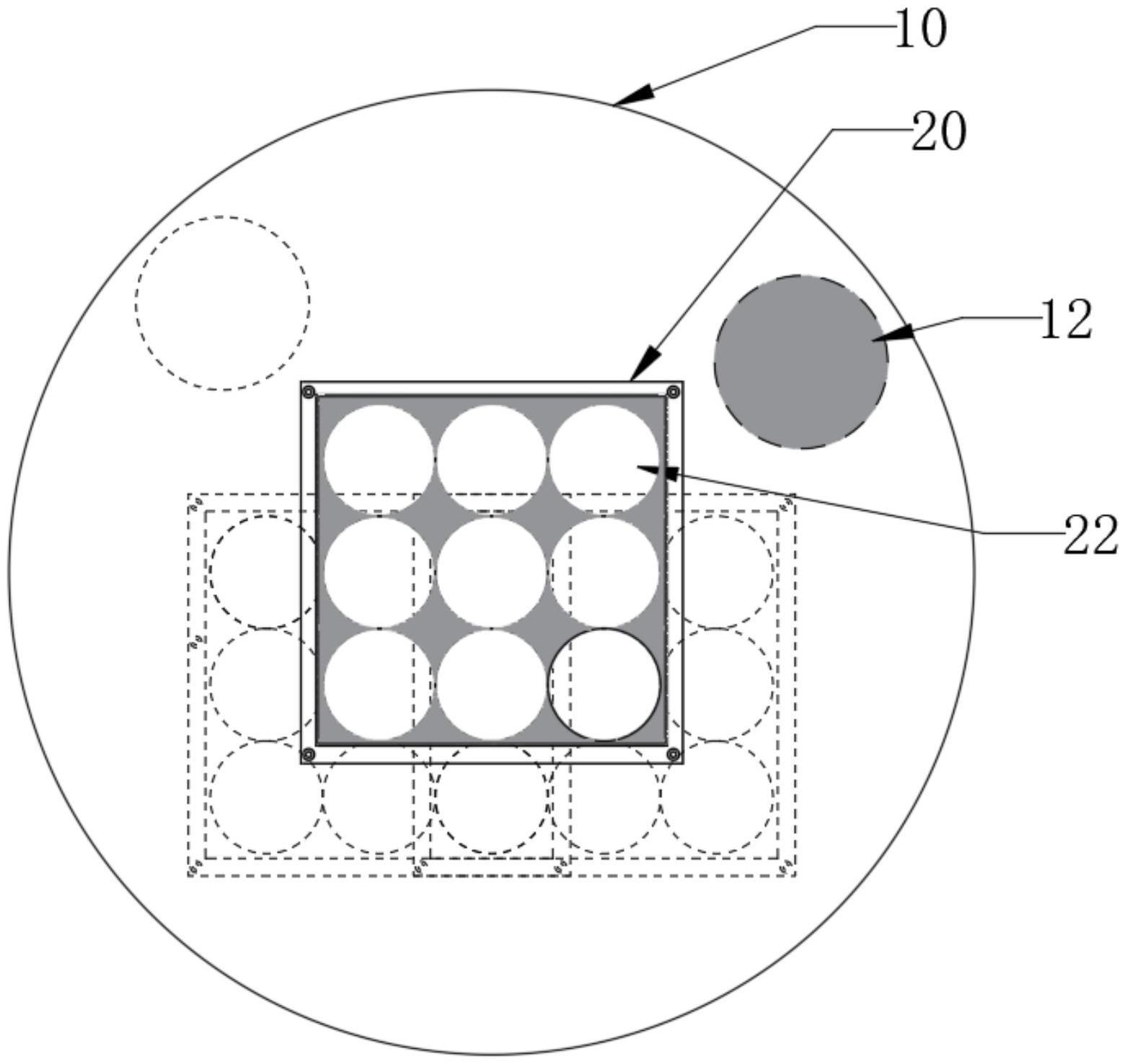
3、一种实现凹面透镜阵列产品快速车削加工的装置,包括主夹具和子夹具,所述主夹具、子夹具将工件固定在车床主轴上,与车床上x轴、z轴联动控制刀具移动,车削工件;
4、所述主夹具包括主夹具盘,主夹具盘的四周开设有多个配重块安装孔,配重块安装孔内安装有配重块,且主夹具盘安装有子夹具,子夹具上均匀设置有多个工件安装孔,工件安装孔内安装有工件。
5、优选的,所述主夹具盘的中部均匀开设有多个子夹具固定孔,夹具固定孔通过螺栓对子夹具进行安装固定。
6、优选的,所述主夹具盘的四周开设的配重块安装孔关于主夹具盘的中心轴对称,且配重块安装孔的规格不同。
7、优选的,所述工件安装孔内通过螺栓固定工件。
8、优选的,所述子夹具上阵列设置有九个工件安装孔分别对应为九个加工单元。
9、本实用新型的有益效果为:
10、本实用新型中,通过在子夹具上预开阵列工件安装孔,分别对应1#~9#位置的加工单元,实现了精准定位,调整主轴动平衡,可进行普通车削加工第2#~9#单元,实现了高精度、高效率的凹面透镜阵列产品快速切削,兼顾了简化编程技能,使得操作人员可以轻松实现凹面阵列产品的加工。
技术特征:
1.一种实现凹面透镜阵列产品快速车削加工的装置,包括主夹具和子夹具(20),其特征在于,所述主夹具、子夹具(20)将工件固定在车床主轴上,与车床上x轴、z轴联动控制刀具移动,车削工件;
2.根据权利要求1所述的一种实现凹面透镜阵列产品快速车削加工的装置,其特征在于,所述主夹具盘(10)的中部均匀开设有多个子夹具固定孔(13),夹具固定孔(13)通过螺栓对子夹具(20)进行安装固定。
3.根据权利要求1所述的一种实现凹面透镜阵列产品快速车削加工的装置,其特征在于,所述主夹具盘(10)的四周开设的配重块安装孔(11)关于主夹具盘(10)的中心轴对称,且配重块安装孔(11)的规格不同。
4.根据权利要求1所述的一种实现凹面透镜阵列产品快速车削加工的装置,其特征在于,所述工件安装孔(21)内通过螺栓固定工件(22)。
5.根据权利要求1所述的一种实现凹面透镜阵列产品快速车削加工的装置,其特征在于,所述子夹具(20)上阵列设置有九个工件安装孔(21)分别对应为九个加工单元。
技术总结
本技术涉及车削加工领域,尤其涉及一种实现凹面透镜阵列产品快速车削加工的装置,包括主夹具和子夹具,主夹具、子夹具将工件固定在车床主轴上,与车床上X轴、Z轴联动控制刀具移动,车削工件;主夹具包括主夹具盘,主夹具盘的四周开设有多个配重块安装孔,配重块安装孔内安装有配重块,且主夹具盘安装有子夹具,子夹具上均匀设置有多个工件安装孔,工件安装孔内安装有工件,通过在子夹具上预开阵列工件安装孔,分别对应1#~9#位置的加工单元,实现了精准定位,调整主轴动平衡,可进行普通车削加工第2#~9#单元,实现了高精度、高效率的凹面透镜阵列产品快速切削,兼顾了简化编程技能,使得操作人员可以轻松实现凹面阵列产品的加工。
技术研发人员:韩冬,李省伟,钱骏超,王西,施锦晖
受保护的技术使用者:超丰微纳科技(宁波)有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!