一种超大熔深电弧焊机用焊枪的制作方法
本技术涉及焊接设备,具体为一种超大熔深电弧焊机用焊枪。
背景技术:
1、tig焊接又称为惰性气体钨极保护焊,是指在氩气保护下,利用电弧热熔化母材和填充焊丝而形成接头的焊接方法,由于该方法具有电弧稳定、无焊渣、焊缝平滑美观、焊接质量高等特点,已被广泛应用于金属焊接领域,是不锈钢、钛合金等贵金属的首选焊接设备。
2、普通氩弧焊焊枪的钨极夹对钨极夹持只是点接触冷却,冷却面积小,冷却效果差,钨极温度较高,同时钨极较细,钨极发射为热发射,温度越高发射面积越大,从而电弧爬升造成发散,因此普通钨极氩弧焊虽然焊接质量好,但焊接电弧发散严重,能量不集中,焊接效率低下,焊接熔深较小,对3mm以上的金属板材无法实现一次熔透焊接。
技术实现思路
1、本实用新型的目的在于提供一种超大熔深电弧焊机用焊枪,本实用新型使钨极可以得到更佳的冷却效果,从而使电流密度增加,最终提高电弧熔透能力,实现大熔深焊接,解决了因目前的电弧焊枪在使用时,焊接熔深较小,钨极冷却效果欠佳的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种超大熔深电弧焊机用焊枪,包括焊枪外壳,所述焊枪外壳内部的一侧固定有焊枪尾部,所述焊枪外壳内部的另一侧固定有焊枪端部,所述焊枪端部的内侧开设有通气腔,所述焊枪外壳的内部设置有进水管、进气管和出水管,所述进气管、进水管和出水管的一侧均贯穿焊枪尾部至焊枪外壳的外侧,所述焊枪端部的内侧开设有连通槽,所述进气管与通气腔相互连通,所述焊枪端部的内侧安装有钨极夹,所述钨极夹的内侧安装有钨极,所述通气腔的内侧开设有出气槽,所述焊枪外壳表面的一侧安装有导电柱。
3、优选的,所述连通槽呈环形结构设置,所述进水管与出水管均与连通槽相互连通。
4、优选的,所述钨极夹的一端呈锥形结构设置,所述钨极的锥角在30°-50°锥角范围内。
5、优选的,所述通气腔的内侧的出气槽数量为多个,所述出气槽以通气腔中心点为圆心呈环形均匀分布。
6、优选的,所述进水管、进气管和出水管的一端均设置有宝塔嘴,所述宝塔嘴与进水管、进气管和出水管固定连接。
7、优选的,所述进气管、进水管和出水管均与焊枪尾部的贯穿处表面固定连接。
8、与现有技术相比,本实用新型的有益效果如下:
9、本实用新型通过连通槽、出气槽、进水管和出水管等结构的设置,使得钨极可以得到更佳的冷却效果,从而使电流密度增加,最终提高电弧熔透能力,实现大熔深焊接,使本焊枪具有了更佳的实用性,解决了因目前的电弧焊枪在使用时,焊接熔深较小,钨极冷却效果欠佳的问题。
技术特征:
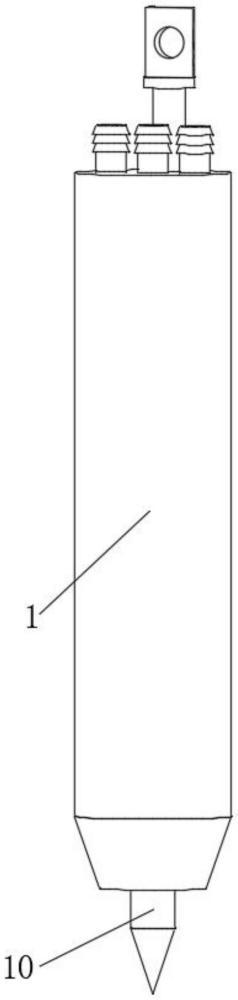
1.一种超大熔深电弧焊机用焊枪,包括焊枪外壳(1),其特征在于:所述焊枪外壳(1)内部的一侧固定有焊枪尾部(2),所述焊枪外壳(1)内部的另一侧固定有焊枪端部(3),所述焊枪端部(3)的内侧开设有通气腔(4),所述焊枪外壳(1)的内部设置有进水管(6)、进气管(5)和出水管(7),所述进气管(5)、进水管(6)和出水管(7)的一侧均贯穿焊枪尾部(2)至焊枪外壳(1)的外侧,所述焊枪端部(3)的内侧开设有连通槽(8),所述进气管(5)与通气腔(4)相互连通,所述焊枪端部(3)的内侧安装有钨极夹(9),所述钨极夹(9)的内侧安装有钨极(10),所述通气腔(4)的内侧开设有出气槽(13),所述焊枪外壳(1)表面的一侧安装有导电柱(12)。
2.根据权利要求1所述的一种超大熔深电弧焊机用焊枪,其特征在于:所述连通槽(8)呈环形结构设置,所述进水管(6)与出水管(7)均与连通槽(8)相互连通。
3.根据权利要求1所述的一种超大熔深电弧焊机用焊枪,其特征在于:所述钨极夹(9)的一端呈锥形结构设置,所述钨极(10)的锥角在30°-50°锥角范围内。
4.根据权利要求1所述的一种超大熔深电弧焊机用焊枪,其特征在于:所述通气腔(4)的内侧的出气槽(13)数量为多个,所述出气槽(13)以通气腔(4)中心点为圆心呈环形均匀分布。
5.根据权利要求1所述的一种超大熔深电弧焊机用焊枪,其特征在于:所述进水管(6)、进气管(5)和出水管(7)的一端均设置有宝塔嘴(11),所述宝塔嘴(11)与进水管(6)、进气管(5)和出水管(7)固定连接。
6.根据权利要求1所述的一种超大熔深电弧焊机用焊枪,其特征在于:所述进气管(5)、进水管(6)和出水管(7)均与焊枪尾部(2)的贯穿处表面固定连接。
技术总结
本技术涉及焊接设备技术领域,且公开了一种超大熔深电弧焊机用焊枪,包括焊枪外壳,所述焊枪外壳内部的一侧固定有焊枪尾部,所述焊枪外壳内部的另一侧固定有焊枪端部,所述焊枪端部的内侧开设有通气腔,所述焊枪外壳的内部设置有进水管、进气管和出水管,所述进气管、进水管和出水管的一侧均贯穿焊枪尾部至焊枪外壳的外侧,所述焊枪端部的内侧开设有连通槽,所述进气管与通气腔相互连通,所述焊枪端部的内侧安装有钨极夹;本技术使钨极可以得到更佳的冷却效果,从而使电流密度增加,最终提高电弧熔透能力,实现大熔深焊接,解决了因目前的电弧焊枪在使用时,焊接熔深较小,钨极冷却效果欠佳的问题。
技术研发人员:王飞,赵克勇
受保护的技术使用者:华智焊测高科(苏州)有限公司
技术研发日:20230428
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!