电力机车车钩箱压板焊接装配工装的制作方法
本技术涉及机械制造领域,特别是电力机车车钩箱压板焊接装配工装。
背景技术:
1、电力车车钩箱是八轴车牵引梁的主要组成部分,车钩箱由压板焊接、侧壁焊接(左)、侧壁焊接(右)、底板组焊而成,压板焊接由压板与两块筋板阻焊而成,侧壁焊接(左)、侧壁焊接(右)由侧板、筋板、u形梁、限位挡板阻焊而成。
2、伴随着我国铁路事业的不断发展,对机车的制造质量和效率要求也越来越高。长期以来电力机车车钩箱压板焊接和侧壁焊接采用人工焊接,效率低且焊接质量不稳定,为提高作业效率,提升焊接质量,现已将焊接方式由人工焊接改进为机械手焊接,但是,为匹配机械手焊接需要新增相应工装,因此,提出了用于车钩箱压板焊接组焊工装。该工装致力于解决电力机车车钩箱焊接自动化焊接后的工装问题。
技术实现思路
1、本实用新型的目的在于:提出电力机车车钩箱压板焊接装配工装,解决电力机车车钩箱焊接自动化焊接后的装配工装问题。
2、本实用新型采用的技术方案如下:
3、本实用新型是电力机车车钩箱压板焊接装配工装,包括安装板以及垂直连接安装板的竖板,所述安装板中部中空,用于放置压板,所述安装板的中空位置设置了托板,所述托板的两端焊接竖板,所述托板上垂直焊接有第一定位板和第二定位板,并且第一定位板和第二定位板垂直于安装板所在平面,所述托板中部还设置有螺座,所述螺座匹配设置有压块和螺栓,压板置于安装板中部中空位置并通过压块和螺栓固定。
4、进一步的,所述螺座设置在第一定位板上,所述压块的两端延申至压板上方,通过螺栓与螺座螺纹连接,螺栓旋紧下压压块,压块将压板固定。
5、进一步的,所述安装板上还设置有压紧装置,所述压紧装置设置了4组,布设于安装板上,用于固定筋板。
6、进一步的,所述压紧装置包括压紧块和压紧螺栓。
7、进一步的,所述第一定位板有一块,所述第二定位板有两块,第一定位板与第二定位板相互垂直交叉设置。
8、进一步的,通过第一定位板和第二定位板定位,压板置于托板上,所述压板的两侧悬空,用于与筋板焊接。
9、进一步的,所述安装板上还设置有变位机接口,用于将整套装配工装组装于变位机上。
10、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
11、本实用新型是电力机车车钩箱压板焊接装配工装,考虑了压板焊接结构特点,能固定压板焊接结构,减少焊接变形,提高焊接质量,压板焊接工件装配在工装上后,可在变位机上进行整体组装和拆卸,操作简单方便,提高机械手利用率以及压板焊接效率。
技术特征:
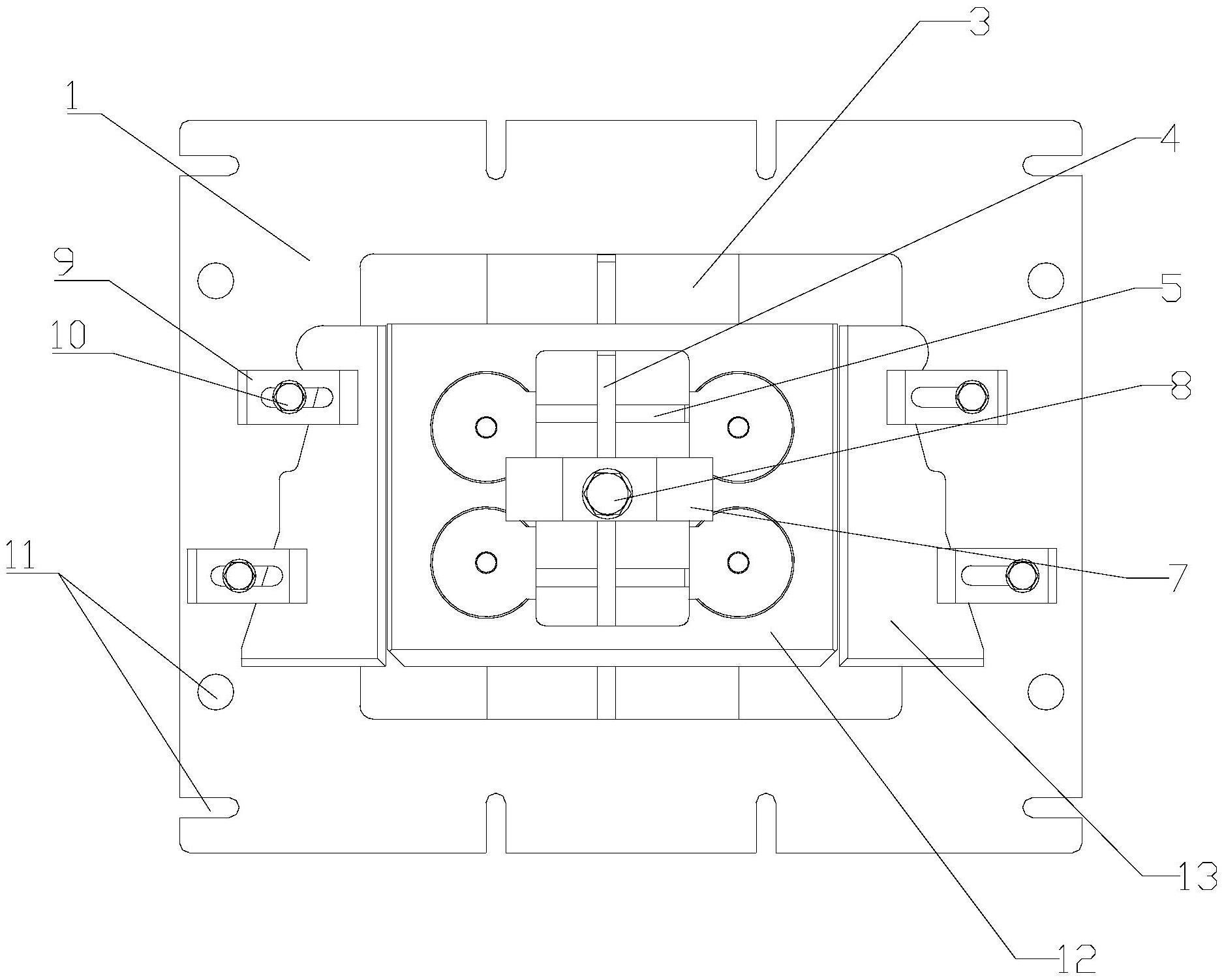
1.电力机车车钩箱压板焊接装配工装,其特征在于:包括安装板(1)以及垂直连接安装板(1)的竖板(2),所述安装板(1)中部中空,用于放置压板(12),所述安装板(1)的中空位置设置了托板(3),所述托板(3)的两端焊接竖板(2),所述托板(3)上垂直焊接有第一定位板(4)和第二定位板(5),并且第一定位板(4)和第二定位板(5)垂直于安装板(1)所在平面,所述托板(3)中部还设置有螺座(6),所述螺座(6)匹配设置有压块(7)和螺栓(8),压板(12)置于安装板(1)中部中空位置并通过压块(7)和螺栓(8)固定。
2.根据权利要求1所述的电力机车车钩箱压板焊接装配工装,其特征在于:所述螺座(6)设置在第一定位板(4)上,所述压块(7)的两端延申至压板(12)上方,通过螺栓(8)与螺座(6)螺纹连接,螺栓(8)旋紧下压压块(7),压块(7)将压板(12)固定。
3.根据权利要求1所述的电力机车车钩箱压板焊接装配工装,其特征在于:所述安装板(1)上还设置有压紧装置,所述压紧装置设置了4组,布设于安装板(1)上,用于固定筋板(13)。
4.根据权利要求3所述的电力机车车钩箱压板焊接装配工装,其特征在于:所述压紧装置包括压紧块(9)和压紧螺栓(10)。
5.根据权利要求1所述的电力机车车钩箱压板焊接装配工装,其特征在于:所述第一定位板(4)有一块,所述第二定位板(5)有两块,第一定位板(4)与第二定位板(5)相互垂直交叉设置。
6.根据权利要求3所述的电力机车车钩箱压板焊接装配工装,其特征在于:通过第一定位板(4)和第二定位板(5)定位,压板(12)置于托板(3)上,所述压板(12)的两侧悬空,用于与筋板(13)焊接。
7.根据权利要求1所述的电力机车车钩箱压板焊接装配工装,其特征在于:所述安装板(1)上还设置有变位机接口(11),用于将整套装配工装组装于变位机上。
技术总结
本技术公开了电力机车车钩箱压板焊接装配工装,涉及机械制造领域。本技术包括安装板以及垂直连接安装板的竖板,所述安装板中部中空,用于放置压板,所述安装板的中空位置设置了托板,所述托板的两端焊接竖板,所述托板上垂直焊接有第一定位板和第二定位板,并且第一定位板和第二定位板垂直于安装板所在平面,所述托板中部还设置有螺座,所述螺座匹配设置有压块和螺栓,压板置于安装板中部中空位置并通过压块和螺栓固定。本技术提高了压块焊接效率和自动化焊接机械手的利用率。
技术研发人员:李彬,邓敏,林元春,王会清
受保护的技术使用者:中车资阳机车有限公司
技术研发日:20230428
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!