一种衬套压装设备的制作方法
本技术涉及汽车零部件自动装配,尤其涉及一种衬套压装设备。
背景技术:
1、衬套是汽车零部件中重要的组成部分,如发动机悬置上、汽车底盘副车架上、汽车下控制臂上、稳定杆安装夹上、排气吊挂上等均安装有衬套,衬套具有抗震、抗磨擦、延长零部件寿命、提高舒适性等作用。
2、目前,汽车零部件中的衬套装配多为人工锤击法将衬套打入相应零部件的衬套孔中,重复完成每次衬套装配,这种手工装配不仅装配质量差,作业人员的劳动强度大,装配效率低,而且与现代化工业生产不相适应,为此现有技术中对衬套装配设备做出了改进,如专利号为zl201620980418.8(授权公告号为cn205927772u)的中国实用新型《转向节衬套压装机》,该压装机在台架上方设压力杆,压力杆的底端连接压头与磁铁,磁铁将转向节衬套吸附在压头上,油缸传递液压至压头上,使转向节衬套压装在转向节的衬套孔内,并利用磁铁吸附衬套使其保持竖直状态压装进衬套孔内。
3、虽然磁铁能吸附衬套并使其保持竖直状态压装进衬套孔内,但是磁铁吸附容易导致衬套位置发生偏移,无法准确对衬套进行定位,从而使衬套压装进衬套孔内的位置产生偏差,影响衬套压装的质量,为此有必要进一步改进。
技术实现思路
1、本实用新型所要解决的技术问题是针对上述技术现状而提供一种能够对待压装的衬套进行有效定位的衬套压装设备。
2、本实用新型解决上述技术问题所采用的技术方案为:该衬套压装设备,包括有:
3、安装平台,用于放置待组装产品;
4、压装部,设置在所述安装平台上;以及
5、驱动机构,与所述压装部连接,能带动所述压装部在初始位置和最终位置之间上下移动以完成对待组装产品的衬套压装;
6、其特征在于:
7、所述压装部包括有头部和尾部,所述头部设有用于供衬套至少局部插入的插槽,在所述插槽的中央设置有能插入衬套安装孔的插入部,所述插入部上套设有弹性件,并在所述压装部的尾部安装有能带动所述插入部和弹性件相对衬套一起上行的驱动件,在所述弹性件与插入部的局部发生挤压并发生沿径向向外形变的状态下,能与衬套安装孔的孔壁相抵,继而实现与衬套的紧固连接。
8、为了能使弹性件与插入部的局部发生挤压产生沿径向向外的形变,优选地,所述插入部的横截面呈倒置的“t”形,包括有与所述插槽的槽壁部平行的横向部以及供所述弹性件套设的竖向部,在所述横向部相对衬套上行的状态下,能迫使所述弹性件与插入部的局部发生挤压并发生沿径向向外的形变。
9、为了增加弹性件在发生挤压状态下与衬套安装孔相抵的面积,优选地,所述弹性件设置有两个,并被套设在所述竖向部的环状体分隔,所述环状体能相对所述竖向部滑动,在所述横向部相对衬套上行的状态下,所述环状体和所述横向部能相继迫使所述弹性件发生挤压。
10、为了实现驱动件能够带动插入部上下移动,优选地,所述驱动件包括有位于外侧的外壳,位于所述外壳内的气缸、与所述气缸驱动连接的活塞杆以及将所述活塞杆和所述插入部联动的连接件,所述气缸通过所述活塞杆和所述连接件控制所述插入部在衬套安装孔的孔壁内做竖向运动。
11、为了使插入部能自动地与衬套紧固连接,优选地,所述压装部的头部的两侧设有供光电检测装置发出的红外线穿过的通孔,所述光电检测装置用于检测衬套是否放置到所述插槽内。当光电检测装置发出的红外线检测到衬套已放入插槽内时,驱动件带动插入部向上运动,从而实现插入部与衬套的紧固连接。
12、为了使插入部能在衬套安装孔的孔壁内竖向移动,优选地,所述横向部的外径从下到上逐渐增大,所述横向部上端的外径等于或小于衬套安装孔的孔径。
13、为了实现待组装产品的衬套压装,优选地,所述安装平台上设有用于限位待组装产品的定位部以及用于夹持待组装产品的夹持部。
14、为了实现该压装设备的压装过程,优选地,所述安装平台上还设有用于竖向移动所述压装部的移动机构,所述移动机构与所述压装部和驱动机构固定连接,所述驱动机构带动所述压装部在所述移动机构上进行上下移动。驱动机构通过移动机构控制压装部向下移动,使衬套压装进待组装产品的衬套压装处,从而完成该压装设备对衬套的压装过程。
15、与现有技术相比,本实用新型的优点在于:利用插入部插入衬套安装孔,对衬套进行预定位,并通过插槽插入至少局部的衬套,对衬套进行二次定位,在对衬套完成两次定位后,驱动件带动插入部和弹性件相对衬套一起上行,从而实现弹性件与衬套的紧固连接,因此,该压装设备能够对衬套进行有效的定位,提高了衬套压装的质量。
技术特征:
1.一种衬套压装设备,包括有
2.根据权利要求1所述的衬套压装设备,其特征在于:所述插入部(42)的横截面呈倒置的“t”形,包括有与所述插槽(41)的槽壁部(411)平行的横向部(421)以及供所述弹性件(43)套设的竖向部(422),在所述横向部(421)相对衬套上行的状态下,能迫使所述弹性件(43)与插入部(42)的局部发生挤压并发生沿径向向外的形变。
3.根据权利要求2所述的衬套压装设备,其特征在于:所述弹性件(43;43′)设置有两个,并被套设在所述竖向部(422)的环状体(44)分隔,所述环状体(44)能相对所述竖向部(422)滑动,在所述横向部(421)相对衬套上行的状态下,所述环状体(44)和所述横向部(421)能相继迫使所述弹性件(43;43′)发生挤压。
4.根据权利要求3所述的衬套压装设备,其特征在于:所述驱动件(51)包括有位于外侧的外壳(511),位于所述外壳(511)内的气缸(512)、与所述气缸(512)驱动连接的活塞杆(513)以及将所述活塞杆(513)和所述插入部(42)联动的连接件(514),所述气缸(512)通过所述活塞杆(513)和所述连接件(514)控制所述插入部(42)在衬套安装孔的孔壁内做竖向运动。
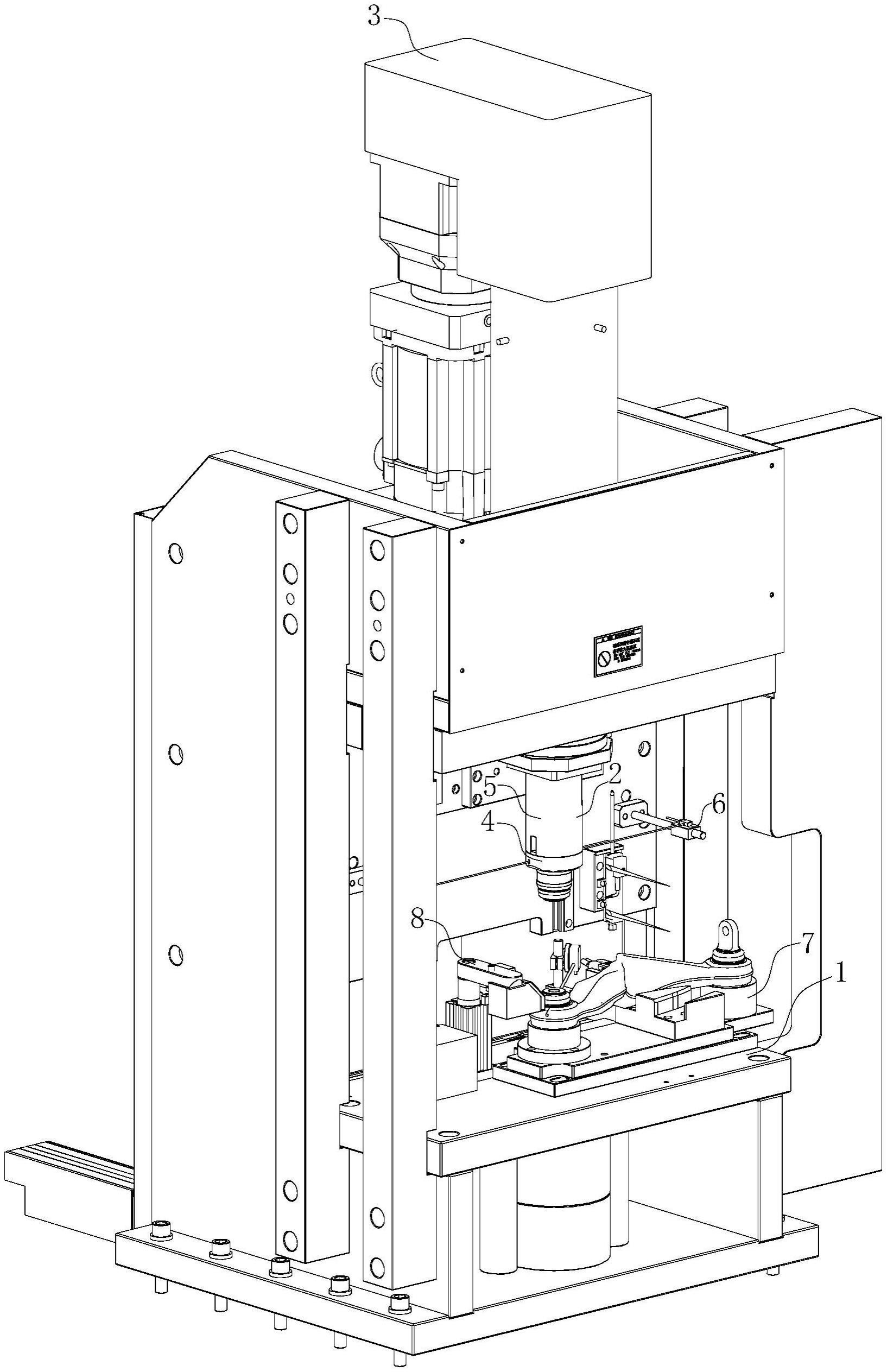
5.根据权利要求4所述的衬套压装设备,其特征在于:所述压装部(2)的头部(4)的两侧设有供光电检测装置(6)发出的红外线穿过的通孔(45),所述光电检测装置(6)用于检测衬套是否放置到所述插槽(41)内。
6.根据权利要求5所述的衬套压装设备,其特征在于:所述横向部(421)的外径从下到上逐渐增大,所述横向部(421)上端的外径等于或小于衬套安装孔的孔径。
7.根据权利要求6所述的衬套压装设备,其特征在于:所述安装平台(1)上设有用于限位待组装产品的定位部(7)以及用于夹持待组装产品的夹持部(8)。
8.根据权利要求7所述的衬套压装设备,其特征在于:所述安装平台(1)上还设有用于竖向移动所述压装部(2)的移动机构(9),所述移动机构(9)与所述压装部(2)和驱动机构(3)固定连接,所述驱动机构(3)带动所述压装部(2)在所述移动机构(9)上进行上下移动。
技术总结
本技术提供一种衬套压装设备,包括安装平台、压装部以及驱动机构,其特征在于:所述压装部包括有头部和尾部,所述头部设有用于供衬套至少局部插入的插槽,在所述插槽的中央设置有能插入衬套安装孔的插入部,所述插入部上套设有弹性件,并在所述压装部的尾部安装有能带动所述插入部和弹性件相对衬套一起上行的驱动件,在所述弹性件与插入部的局部发生挤压并发生沿径向向外形变的状态下,能与衬套安装孔的孔壁相抵,继而实现与衬套的紧固连接。本技术利用插入部和插槽相继对衬套进行预定位和二次定位后,驱动件带动插入部和弹性件相对衬套一起上行,实现与衬套的紧固连接,因此该压装设备能够对衬套进行有效的定位,提高衬套压装的质量。
技术研发人员:张升芳,相晓峰,孙应钦,齐远东,孟维林,周大才,李全顺,奚海峰,邓涛,周结玩,李胜华,黄涛,方贺帅,郑州文,陈伟
受保护的技术使用者:宁波旭升集团股份有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!