半挂车大梁翼板预压矫正装置的制作方法
本技术涉及半挂车制造设备领域,具体的说,涉及了一种半挂车大梁翼板预压矫正装置。
背景技术:
1、从钢厂购进的翼板,经过与腹板焊接后,由于受热受力等因素会在焊缝处出现“起拱”现象,此种情况如果不提前进行相关工艺校正,直接用到车上会导致车辆底板焊接不平整、悬挂支座焊接不同轴等,严重者会造成车辆侧翻等不可挽回的后果。
2、公布号为cn112620405a的发明专利申请具体公开了一种挂车纵梁翼缘板卧式矫正装置,包括输送架和矫正机构,挂车纵梁自矫正机构一侧的输送架进入矫正机构,矫正机构包括从动矫正辊和主动矫正辊,两个从动矫正辊沿竖直方向间隔设置,两个从动矫正辊之间的间隙形成挂车纵梁通过的通道,主动矫正辊沿水平方向自两个从动矫正辊之间的间隙挤压挂车纵梁,实现挂车纵梁的矫正。 该装置虽然实现了对挂车纵梁翼缘板的矫平处理,但也是在翼缘板焊接在纵梁上发生变形后进行的矫正处理,由于纵梁的存在,导致矫正空间较小、矫正工件自重较大。
3、为了解决以上存在的问题,人们一直在寻求一种理想的技术解决方案。
技术实现思路
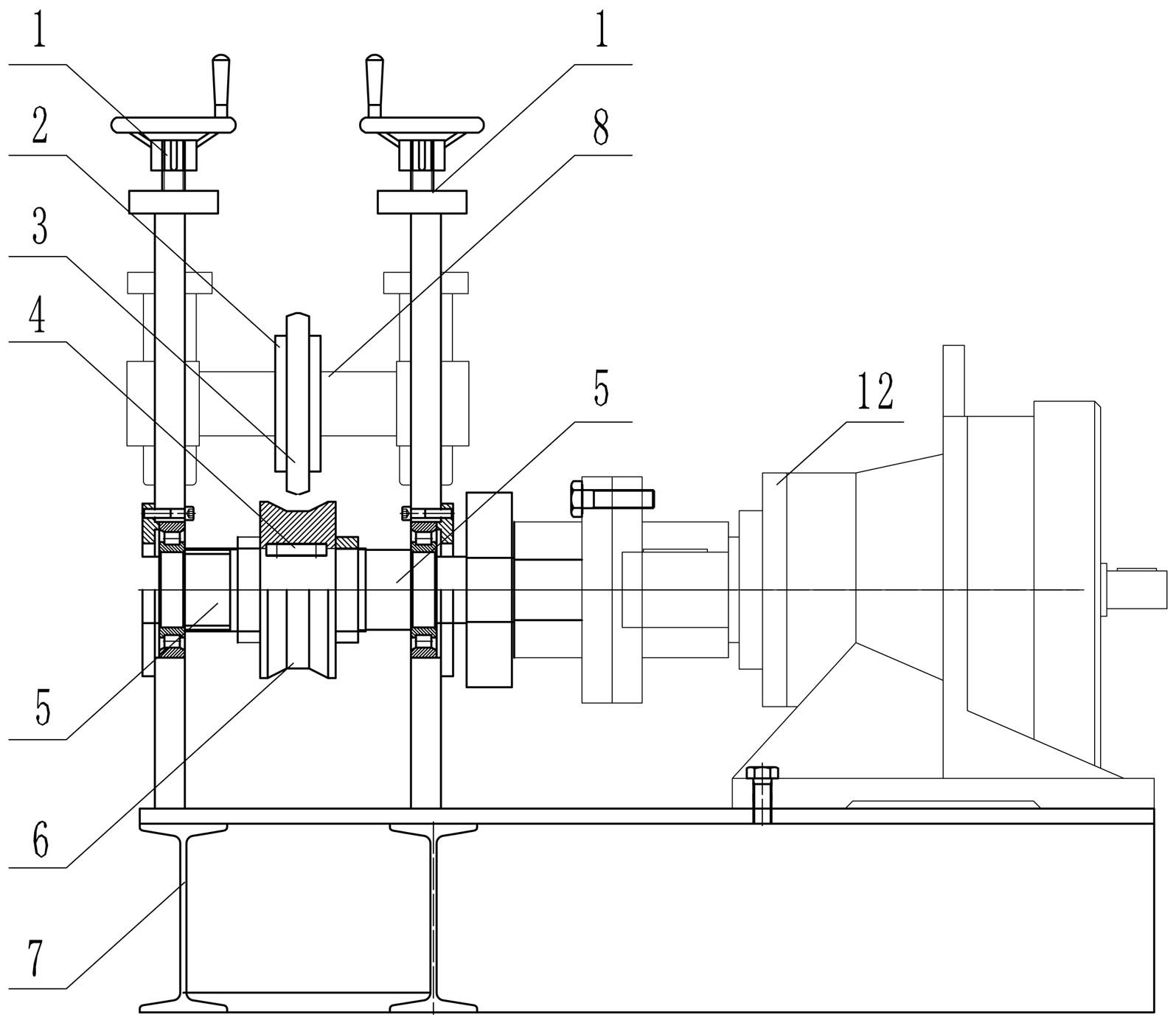
1、为了在焊接之前使翼板的带焊接部位产生反向拱起变形,从而后续在将翼板焊接在纵梁上时,与焊接产生的变形相抵消,从而避免了焊接后翼板产生大幅度变形,本实用新型所采用的技术方案是:一种半挂车大梁翼板预压矫正装置,包括支撑架、若干主动轴、驱动若干所述主动轴旋转的驱动电机,若干所述主动轴并排设置在所述支撑架的下部,相邻所述主动轴之间通过联动机构传动连接,所述主动轴上均设置有主动压辊,所述主动压辊外周面上设置有凹槽,所述支撑架上部设置有若干对滑槽,每对所述滑槽内均通过滑块可调节设置有从动轴,所述从动轴上均设置有从动压辊,所述从动压辊外周面上设置有凸环,所述凸环对应所述凹槽设置。
2、基于上述,为了同步传动,所述联动机构包括安装在若干所述主动轴一端的传动齿轮、以及设置在所述支撑架上并间隔分布在若干所述传动齿轮之间的啮合齿轮,所述啮合齿轮与相邻的两个所述传动齿轮啮合传动。
3、基于上述,为了同步传动,所述联动机构包括安装在若干所述主动轴一端的传动链轮,相邻两个所述传动链轮之间链条传动。
4、基于上述,为了便于调节所述从动压辊和所述主动压辊之间间距,所述滑槽的顶部设置有用于调节所述从动压辊和所述主动压辊之间间距的丝杠螺母组件,所述丝杠螺母组件包括丝杠、螺母和压紧块,所述压紧块连接在所述丝杠的底部,所述螺母套设在所述丝杠外侧并固定在滑槽的顶部,所述丝杠的顶部设置有手轮。
5、基于上述,为了防止翼板预压过程中走偏,所述支撑架上还设置有若干对导向轮,所述导向轮位于相邻两个所述主动轴之间以及位于所述支撑架的出口端和入口端。
6、基于上述,所述凹槽的宽度大于所述凸环的宽度。
7、基于上述,所述驱动电机通过减速器与其中一个所述主动轴的一端驱动连接,所述支撑架底部设置有底座,所述减速器和所述驱动电机固定在所述底座上。
8、本实用新型相对现有技术具有实质性特点和进步,具体的说,本实用新型提供的半挂车大梁翼板预压矫正装置,通过改变翼板矫正与焊接的先后顺序,采用先反向预压矫正的方法,在焊接之前使翼板的带焊接部位产生反向拱起变形,从而后续在将翼板焊接在纵梁上时,与焊接产生的变形相抵消,从而避免了焊接后翼板产生大幅度变形,能有效的改善车架大梁翼板焊接后起拱问题,保证翼板焊接后整体的平面度,从而确保整个半挂车的平面度。且矫正空间不受纵梁的限制,操作空间较大工件自重较小。
9、进一步的,该装置采用利用冷压法进行预压,通过调节上辊与下辊的相对位置,利用机械压力使翼板中间位置出现拱起变形现象,避免了采用热处理方法带来的翼板力学性能的改变。
技术特征:
1.一种半挂车大梁翼板预压矫正装置,包括支撑架、若干主动轴、驱动若干所述主动轴旋转的驱动电机,其特征在于:若干所述主动轴并排设置在所述支撑架的下部,相邻所述主动轴之间通过联动机构传动连接,所述主动轴上均设置有主动压辊,所述主动压辊外周面上设置有凹槽,所述支撑架上部设置有若干对滑槽,每对所述滑槽内均通过滑块可调节设置有从动轴,所述从动轴上均设置有从动压辊,所述从动压辊外周面上设置有凸环,所述凸环对应所述凹槽设置。
2. 根据权利要求 1 所述的半挂车大梁翼板预压矫正装置,其特征在于:所述联动机构包括安装在若干所述主动轴一端的传动齿轮、以及设置在所述支撑架上并间隔分布在若干所述传动齿轮之间的啮合齿轮,所述啮合齿轮与相邻的两个所述传动齿轮啮合传动。
3.根据权利要求1所述的半挂车大梁翼板预压矫正装置,其特征在于:所述联动机构包括安装在若干所述主动轴一端的传动链轮,相邻两个所述传动链轮之间链条传动。
4. 根据权利要求1或2或3 所述的半挂车大梁翼板预压矫正装置,其特征在于:所述滑槽的顶部设置有用于调节所述从动压辊和所述主动压辊之间间距的丝杠螺母组件,所述丝杠螺母组件包括丝杠、螺母和压紧块,所述压紧块连接在所述丝杠的底部,所述螺母套设在所述丝杠外侧并固定在滑槽的顶部,所述丝杠的顶部设置有手轮。
5.根据权利要求4所述的半挂车大梁翼板预压矫正装置,其特征在于:所述支撑架上还设置有若干对导向轮,所述导向轮位于相邻两个所述主动轴之间以及位于所述支撑架的出口端和入口端。
6. 根据权利要求5 所述的半挂车大梁翼板预压矫正装置,其特征在于:所述凹槽的宽度大于所述凸环的宽度。
7.根据权利要求6所述的半挂车大梁翼板预压矫正装置,其特征在于:所述驱动电机通过减速器与其中一个所述主动轴的一端驱动连接,所述支撑架底部设置有底座,所述减速器和所述驱动电机固定在所述底座上。
技术总结
本技术提供一种半挂车大梁翼板预压矫正装置,包括支撑架、若干主动轴、驱动若干所述主动轴旋转的驱动电机,若干所述主动轴并排设置在所述支撑架的下部,相邻所述主动轴之间通过联动机构传动连接,所述主动轴上均设置有主动压辊,所述主动压辊外周面上设置有凹槽,所述支撑架上部设置有若干对滑槽,每对所述滑槽内均通过滑块可调节设置有从动轴,所述从动轴上均设置有从动压辊,所述从动压辊外周面上设置有凸环,所述凸环对应所述凹槽设置。该装置能有效的改善车架大梁翼板焊接后起拱问题,保证翼板焊接后整体的平面度,从而确保整个半挂车的平面度。
技术研发人员:杨士松,黄俊文,时俊聪,刘行,付彦庆,杨鹏,马飞,师刘迅
受保护的技术使用者:驻马店大力天骏专用汽车制造有限公司
技术研发日:20230504
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!