一种型材切割设备的制作方法
本技术属于切割,涉及一种型材切割设备。
背景技术:
1、型材是汽车零部件中比较重要的一种材料。现有的型材切割一般是采用人工送料,或一次只能送一根型材,存在效率低,人工成本高。目前市面上的铝型材连续切割设备能够实现铝型材的自动化切割,如分离式全自动切铝机,就能够实现铝型材的自动化进给与定长切断。但是这种设备通常只能实现单根型材的持续切割,而无法实现多根型材的持续切割。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种能够实现多根型材持续切割的型材切割设备。
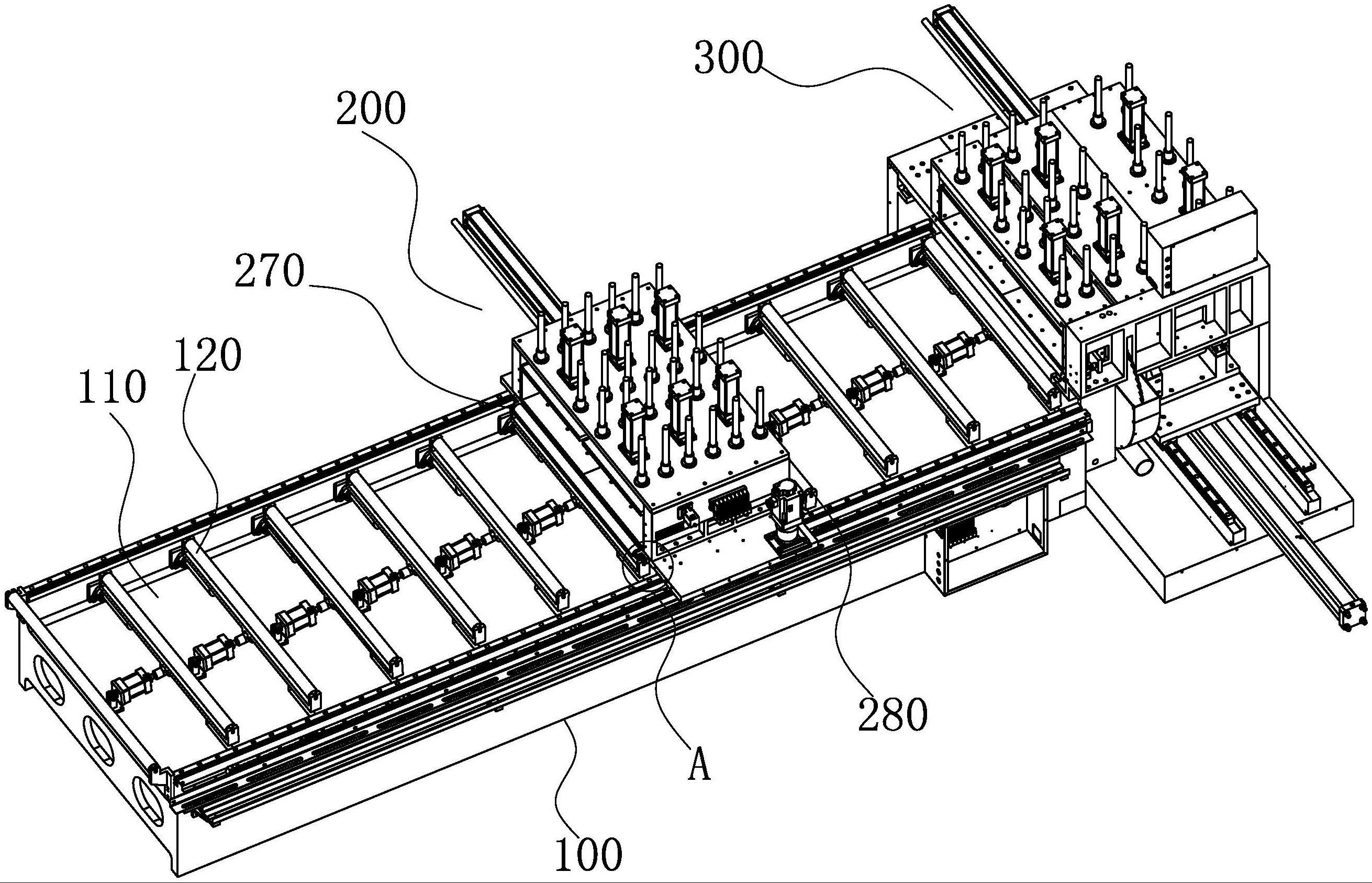
2、本实用新型的目的可通过下列技术方案来实现:一种型材切割设备,包括:机架,沿机架的长度方向设置有输送通道,且输送通道的两端分别为进料端和出料端,其中,在进料端与出料端之间设置有第一压紧机构,在出料端设置有第二压紧机构和锯切机构,通过第一压紧机构将输送通道上排列整齐的型材压紧移送至出料端并返回;通过第二压紧机构接收第一压紧机构移送过来的型材并将型材压紧在出料端;通过锯切机构将出料端的型材按照预设长度进行切割。
3、在上述的一种型材切割设备中,第一压紧机构包括第一压紧框,且在第一压紧框上设置有沿型材输送方向并与输送通道相连通的压紧通道,其中,在第一压紧框上设置有与压紧通道相互垂直的第一压紧组件和第二压紧组件,且第一压紧组件和第二压紧组件的输出端均位于压紧通道内,通过第一压紧组件实现压紧通道内型材在竖直方向上的压紧,通过第二压紧组件实现压紧通道内型材在水平方向上的压紧。
4、在上述的一种型材切割设备中,第一压紧组件位于第一压紧框的上部,通过第一压紧组件由上而下同步压紧压紧通道内的所有型材;第二压紧组件位于第一压紧框的侧部,通过第二压紧组件作用于靠近第二压紧组件输出端的型材,并水平推动压紧通道内的所有型材,使得压紧通道内的所有型材夹持在第二压紧组件输出端与第一压紧框上第二压紧组件相对一侧的侧部之间。
5、在上述的一种型材切割设备中,第一压紧组件包括第一压紧气缸,且第一压紧气缸的输出端连接有第一压紧板,第二压紧组件包括第二压紧气缸,且第二压紧气缸的输出端连接有第二压紧板,其中,第一压紧板位于压紧通道内,且第一压紧板与第一压紧框的上部存在高度差,第二压紧板与第一压紧框的侧部相平齐。
6、在上述的一种型材切割设备中,在第一压紧组件和第二压紧组件的一侧分别设置有第一导向组件和第二导向组件,且第一导向组件安装于第一压紧框的上部,第二导向组件安装于第一压紧框的侧部,其中,第一导向组件包括安装于第一压紧框上的第一导向套,和嵌套于第一导向套内,并与第一压紧板相连的第一导向杆;第二导向组件包括安装于第一压紧框上的第二导向套,和嵌套于第二导向套内,并与第二压紧板相连的第二导向杆。
7、在上述的一种型材切割设备中,第一压紧框上沿型材的输送方向的两端分别设置有第一滚动组件和第二滚动组件,且第一滚动组件的结构与第二滚动组件的结构相同,其中,第一滚动组件包括两个并排连接于第一压紧框上的滚动支架,和位于两个滚动支架之间的滚动轴,且该滚动轴与输送通道上的辊轴滚动配合。
8、在上述的一种型材切割设备中,第一压紧框上与第二压紧组件相对一侧设置有驱动组件,且该驱动组件包括驱动电机,该驱动电机的输出端连接有齿轮,其中,该齿轮与输送通道一侧上的齿条啮合传动。
9、在上述的一种型材切割设备中,锯切机构位于第二压紧机构的下方,且锯切机构与第二压紧机构均安装于基座上,其中,在基座与锯切机构之间设置有一个横移机构,通过横移机构推动锯切机构沿垂直于型材输送方向移动,实现型材的切割。
10、在上述的一种型材切割设备中,横移机构包括横移电机,且横移电机的输出端连接有横移板;锯切机构包括安装于横移板上的锯切支架,且在锯切支架上安装于锯切电机,其中,锯切电机的输出端连接有锯片。
11、在上述的一种型材切割设备中,第二压紧机构包括第二压紧框,且在第二压紧框上设置有一条供锯切机构中锯片移动的凹槽,其中,该凹槽的长度方向与型材的输送方向相互垂直。
12、与现有技术相比,本实用新型的有益效果:
13、本实用新型提供的一种型材切割设备,通过第一压紧机构、第二压紧机构以及锯切机构,实现多根型材等长度的同步切割,由此提高切割精度和切割效率。
技术特征:
1.一种型材切割设备,其特征在于,包括:机架,沿机架的长度方向设置有输送通道,且输送通道的两端分别为进料端和出料端,其中,在进料端与出料端之间设置有第一压紧机构,在出料端设置有第二压紧机构和锯切机构,通过第一压紧机构将输送通道上排列整齐的型材压紧移送至出料端并返回;通过第二压紧机构接收第一压紧机构移送过来的型材并将型材压紧在出料端;通过锯切机构将出料端的型材按照预设长度进行切割。
2.根据权利要求1所述的一种型材切割设备,其特征在于,第一压紧机构包括第一压紧框,且在第一压紧框上设置有沿型材输送方向并与输送通道相连通的压紧通道,其中,在第一压紧框上设置有与压紧通道相互垂直的第一压紧组件和第二压紧组件,且第一压紧组件和第二压紧组件的输出端均位于压紧通道内,通过第一压紧组件实现压紧通道内型材在竖直方向上的压紧,通过第二压紧组件实现压紧通道内型材在水平方向上的压紧。
3.根据权利要求2所述的一种型材切割设备,其特征在于,第一压紧组件位于第一压紧框的上部,通过第一压紧组件由上而下同步压紧压紧通道内的所有型材;第二压紧组件位于第一压紧框的侧部,通过第二压紧组件作用于靠近第二压紧组件输出端的型材,并水平推动压紧通道内的所有型材,使得压紧通道内的所有型材夹持在第二压紧组件输出端与第一压紧框上第二压紧组件相对一侧的侧部之间。
4.根据权利要求2所述的一种型材切割设备,其特征在于,第一压紧组件包括第一压紧气缸,且第一压紧气缸的输出端连接有第一压紧板,第二压紧组件包括第二压紧气缸,且第二压紧气缸的输出端连接有第二压紧板,其中,第一压紧板位于压紧通道内,且第一压紧板与第一压紧框的上部存在高度差,第二压紧板与第一压紧框的侧部相平齐。
5.根据权利要求4所述的一种型材切割设备,其特征在于,在第一压紧组件和第二压紧组件的一侧分别设置有第一导向组件和第二导向组件,且第一导向组件安装于第一压紧框的上部,第二导向组件安装于第一压紧框的侧部,其中,第一导向组件包括安装于第一压紧框上的第一导向套,和嵌套于第一导向套内,并与第一压紧板相连的第一导向杆;第二导向组件包括安装于第一压紧框上的第二导向套,和嵌套于第二导向套内,并与第二压紧板相连的第二导向杆。
6.根据权利要求2所述的一种型材切割设备,其特征在于,第一压紧框上沿型材的输送方向的两端分别设置有第一滚动组件和第二滚动组件,且第一滚动组件的结构与第二滚动组件的结构相同,其中,第一滚动组件包括两个并排连接于第一压紧框上的滚动支架,和位于两个滚动支架之间的滚动轴,且该滚动轴与输送通道上的辊轴滚动配合。
7.根据权利要求2所述的一种型材切割设备,其特征在于,第一压紧框上与第二压紧组件相对一侧设置有驱动组件,且该驱动组件包括驱动电机,该驱动电机的输出端连接有齿轮,其中,该齿轮与输送通道一侧上的齿条啮合传动。
8.根据权利要求1所述的一种型材切割设备,其特征在于,锯切机构位于第二压紧机构的下方,且锯切机构与第二压紧机构均安装于基座上,其中,在基座与锯切机构之间设置有一个横移机构,通过横移机构推动锯切机构沿垂直于型材输送方向移动,实现型材的切割。
9.根据权利要求8所述的一种型材切割设备,其特征在于,横移机构包括横移电机,且横移电机的输出端连接有横移板;锯切机构包括安装于横移板上的锯切支架,且在锯切支架上安装于锯切电机,其中,锯切电机的输出端连接有锯片。
10.根据权利要求9所述的一种型材切割设备,其特征在于,第二压紧机构包括第二压紧框,且在第二压紧框上设置有一条供锯切机构中锯片移动的凹槽,其中,该凹槽的长度方向与型材的输送方向相互垂直。
技术总结
本技术提供了一种型材切割设备,属于切割设备技术领域型,包括:机架,沿机架的长度方向设置有输送通道,且输送通道的两端分别为进料端和出料端,其中,在进料端与出料端之间设置有第一压紧机构,在出料端设置有第二压紧机构和锯切机构,通过第一压紧机构将输送通道上排列整齐的型材压紧移送至出料端并返回;通过第二压紧机构接收第一压紧机构移送过来的型材并将型材压紧在出料端;通过锯切机构将出料端的型材按照预设长度进行切割。本技术提供的一种型材切割设备,通过第一压紧机构、第二压紧机构以及锯切机构,实现多根型材等长度的同步切割,由此提高切割精度和切割效率。
技术研发人员:胡建文,张艳阳,蒋海春,王文超,井佳明
受保护的技术使用者:浙江敏盛汽车零部件有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!