一种侧围上部外板连接板焊接夹具的制作方法
本技术涉及汽配件领域,尤其涉及一种汽配件焊接夹具。
背景技术:
1、侧围上部外板连接板需要在拐角处焊合加强板,一般先将侧围上部外板连接板和加强板贴合在一起后,再在三个安装孔处放上螺栓(防止焊接走位安装孔堵住),然后摆动侧围上部外板连接板在悬挂焊上进行焊接,焊接完毕后再取下螺栓,焊接过程效率低,侧围上部外板连接板持拿不平容易焊接走位造成焊接质量较差的后果。
技术实现思路
1、实用新型的目的在于提供一种定位夹持的一种侧围上部外板连接板焊接夹具,旨在解决侧围上部外板连接板人工定位和持拿不便带来的焊接质量不佳的问题。
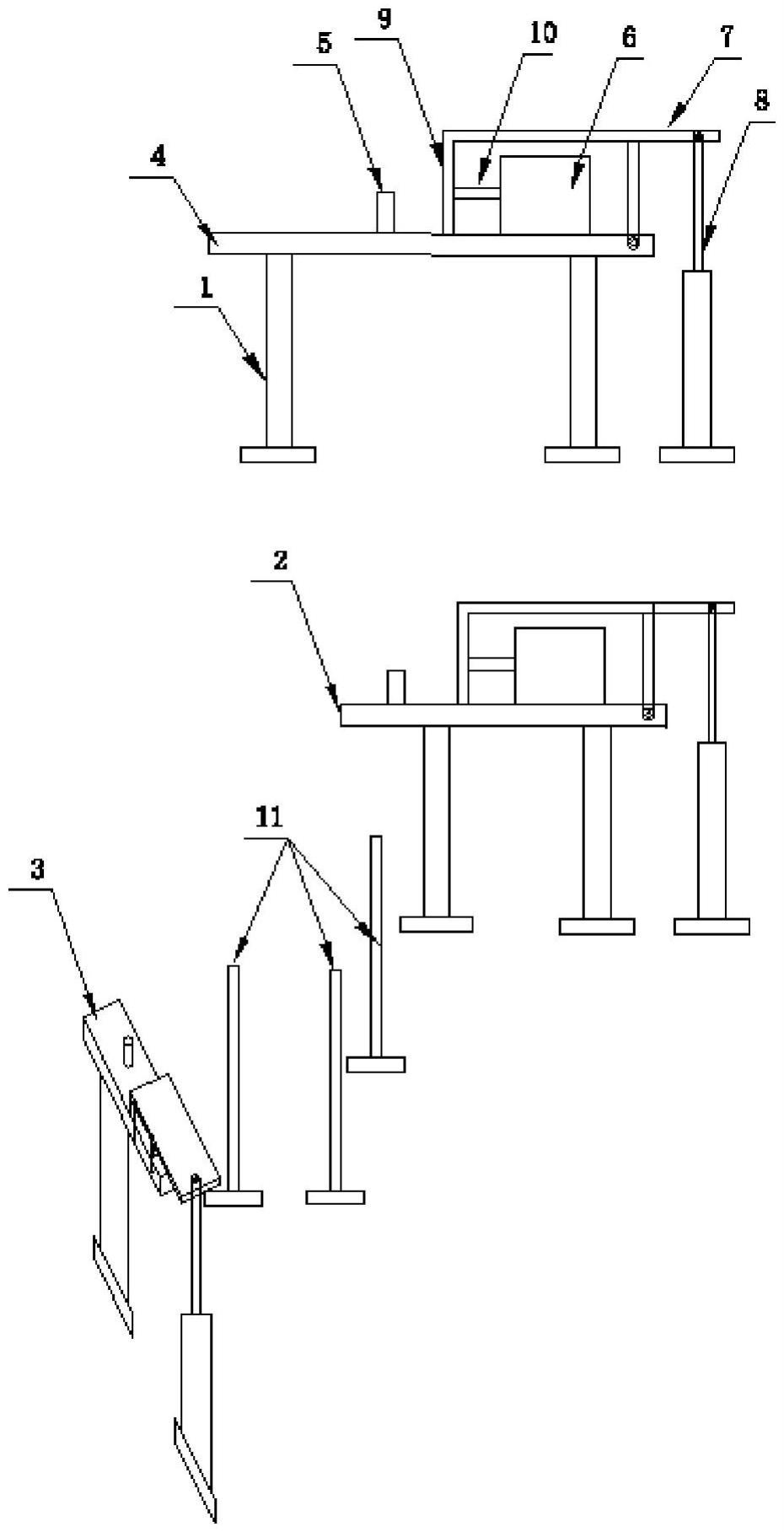
2、实用新型采用的技术方案是:一种侧围上部外板连接板焊接夹具,包括底板,还包括安装在底板上的分别分布在侧围上部外板连接板头部、中部和尾部呈弧形排布的第一夹具、第二夹具和第三夹具,所述第一夹具、第二夹具和第三夹具均包含底部支撑架,底部支撑架平面上安装有定位杆、边靠板和活动夹,活动夹的中部与底部支撑架的尾部铰接,活动夹的尾部与气压杆或液压杆铰接,活动夹的头部为t型结构,活动夹顶紧后头部与底部支撑架夹紧侧围上部外板连接板平面、头部与边靠板夹紧侧围上部外板连接板的翻边;所述侧围上部外板连接板焊接夹具还包括三根安装在底板上的与侧围上部外板连接板弧形拐角处的三个安装孔互配的安装杆。
3、本实用新型的进一步技术方案是:所述第一夹具、第二夹具和第三夹具分布在侧围上部外板连接板的同一侧。
4、本实用新型的另一个进一步技术方案是:所述第二夹具和第三夹具分布在侧围上部外板连接板的同一侧,所述第一夹具分布在侧围上部外板连接板的另一侧。
5、本实用新型的有益效果是:由于采用上述技术方案,将侧围上部外板连接板的三个定位孔和三个安装孔分别对准放入定位杆和安装杆中,气压杆或液压杆带动活动夹顶紧夹持住侧围上部外板连接板,再将加强板的三个安装孔对准放入安装杆中,快速的完成工件的定位和固定,再用悬挂焊或机器人进行焊接,焊接质量高。
技术特征:
1.一种侧围上部外板连接板焊接夹具,其特征在于:包括底板,还包括安装在底板上的分别分布在侧围上部外板连接板头部、中部和尾部呈弧形排布的第一夹具、第二夹具和第三夹具,所述第一夹具、第二夹具和第三夹具均包含底部支撑架,底部支撑架平面上安装有定位杆、边靠板和活动夹,活动夹的中部与底部支撑架的尾部铰接,活动夹的尾部与气压杆或液压杆铰接,活动夹的头部为t型结构,活动夹顶紧后头部与底部支撑架夹紧侧围上部外板连接板平面、头部与边靠板夹紧侧围上部外板连接板的翻边;所述侧围上部外板连接板焊接夹具还包括三根安装在底板上的与侧围上部外板连接板弧形拐角处的三个安装孔互配的安装杆。
2.根据权利要求1所述的一种侧围上部外板连接板焊接夹具,其特征在于:所述第一夹具、第二夹具和第三夹具分布在侧围上部外板连接板的同一侧。
3.根据权利要求1所述的一种侧围上部外板连接板焊接夹具,其特征在于:所述第二夹具和第三夹具分布在侧围上部外板连接板的同一侧,所述第一夹具分布在侧围上部外板连接板的另一侧。
技术总结
本技术涉及一种侧围上部外板连接板焊接夹具,包括安装在底板上的分别分布在侧围上部外板连接板头部、中部和尾部呈弧形排布的第一夹具、第二夹具和第三夹具,所述第一夹具、第二夹具和第三夹具均包含底部支撑架,底部支撑架平面上安装有定位杆、边靠板和活动夹,活动夹的中部与底部支撑架的尾部铰接,活动夹的尾部与气压杆或液压杆铰接,活动夹的头部为T型结构,活动夹顶紧后头部与底部支撑架夹紧侧围上部外板连接板平面、头部与边靠板夹紧侧围上部外板连接板的翻边;所述侧围上部外板连接板焊接夹具还包括三根安装在底板上的与侧围上部外板连接板弧形拐角处的三个安装孔互配的安装杆。定位安装快速,夹持稳固,焊接质量高、效率高。
技术研发人员:李盛勤
受保护的技术使用者:柳州市金坤工贸有限公司
技术研发日:20230506
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!