一种拉深模压边装置的制作方法
本技术属于拉深设备领域,具体地说涉及一种拉深模压边装置。
背景技术:
1、拉深,也称拉延、拉伸、压延等,是指利用冲压模具将冲裁后得到的一定形状平板毛坯冲压成各种开口空心零件,或将开口空心毛坯减小直径,增大高度的一种机械加工工艺。然而,平板毛坯在拉深过程中,毛坯的四周容易因压边力太小导致凸缘部分发生翘曲起皱,导致产品加工不合格,增加了生产成本,因此需要采用压边装置,以防毛坯在拉深过程中起皱。
2、申请号为cn201520523976.7的公开了一种带可动式压边圈拉深下出料模具,该模具整体结构简单,能够有效地控件毛坯料走料方向,使得制件质量好,降低了废品率和返修率,节约了生产成本。但是,由于该专利的压边圈为整体式压边圈,不能同时对毛坯不同位置施加不同的压边力,在加工毛坯时,随着拉深行程的增大,毛坯所受压边力也会逐渐增大,若不能将压边力调小,可能会因压边力过大而导致拉深件拉裂,影响材料成形,降低产品合格率。
技术实现思路
1、本实用新型的目的是针对上述不足之处提供一种拉深模压边装置,拟解决目前整体式压边圈不能对毛坯不同部位施加不同压边力的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
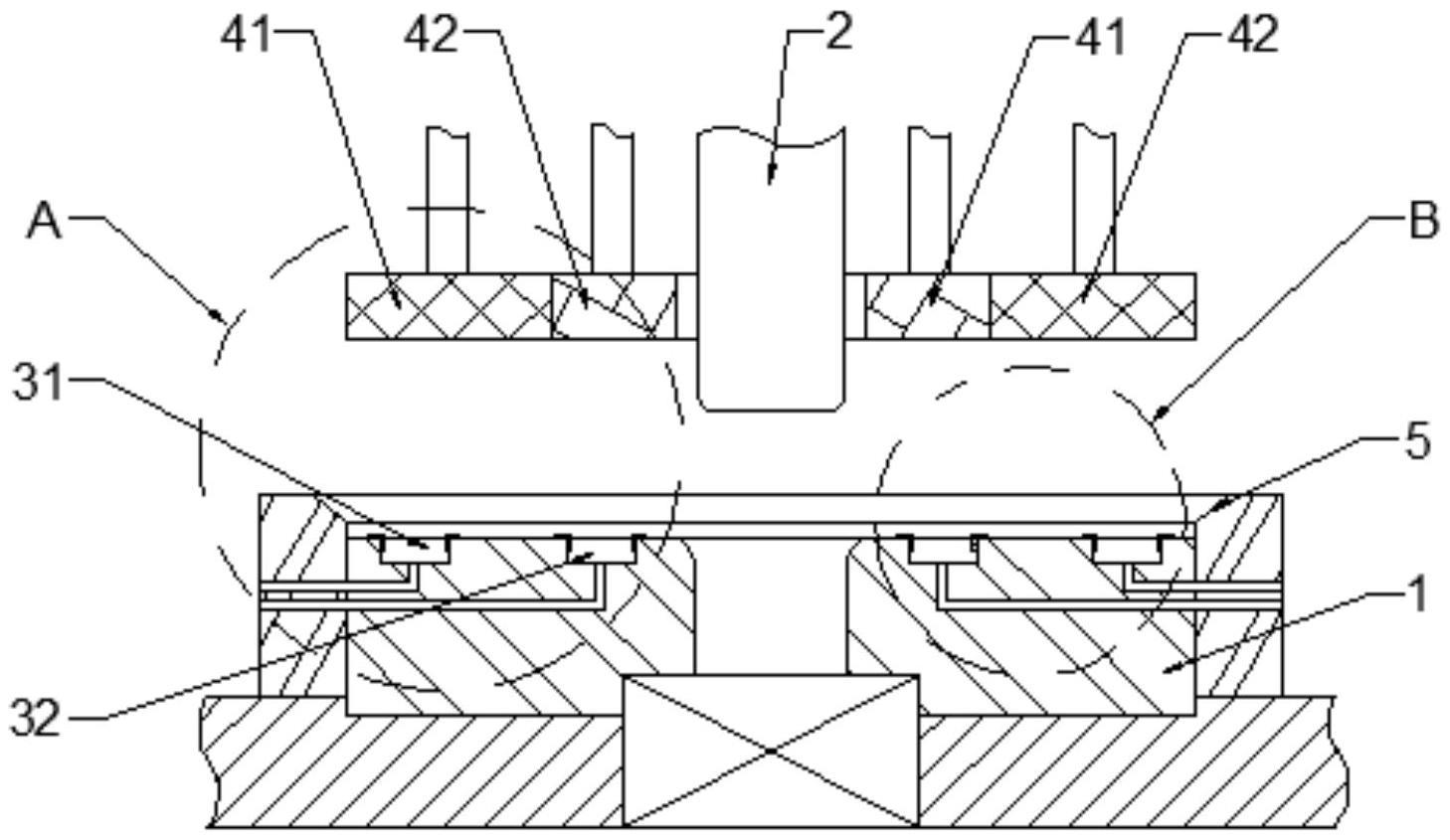
3、一种拉深模压边装置,包括拉深凹模;所述拉深凹模上设有加工面和负压结构;所述加工面用于放置待加工的毛坯;所述负压结构用于对毛坯提供吸附力;还包括与拉深凹模配合的拉深凸模;所述拉深凸模外侧围有压边组件;所述压边组件包括第一压边件和第二压边件;所述第一压边件和第二压边件可独立或协同地对所述毛坯施加压边力。
4、进一步的,所述第二压边件围设在拉深凸模外侧;所述第一压边件围设在第二压边件外侧,且与第二压边件的底面高度齐平;所述第一压边件的径向宽度大于第二压边件的径向宽度。
5、进一步的,所述第一压边件和第二压边件的径向宽度比为2~5:1。
6、进一步的,所述负压结构包括第一负压环槽和第二负压环槽;所述第一负压环槽和第二负压环槽均设开在拉深凹模的顶面;所述第一负压环槽位于第一压边件的压边范围内;所述第二负压环槽位于第二压边件的压边范围内。
7、进一步的,所述拉深凹模上还设有连通第一负压环槽的第一负压通道和连通第二负压环槽的第二负压通道;所述第一负压通道和第二负压通道远离加工面的一端用于连接负压装置。
8、进一步的,还包括至少一个导向斜面;所述导向斜面设在加工面的上方,且位于其至少一侧;所述毛坯通过导向斜面后下落至加工面上。
9、进一步的,还包括气密结构;所述气密结构包括第一气密组件和第二气密组件;所述第一气密组件包括位于第一负压环槽两侧的第一气密件和第二气密件;所述第二气密组件包括位于第二负压环槽两侧的第三气密件和第四气密件;所述第一气密件、第二气密件、第三气密件和第四气密件的上表面通过与毛坯底面接触以密闭所述毛坯与加工面之间的间隙。
10、进一步的,所述第一气密组件凸出所述加工面的高度与第二气密组件凸出所述加工面的高度一致,且均为0.05~0.5mm。
11、本实用新型的有益效果是:
12、1.通过第一压边件和第二压边件独立或协同地对所述毛坯施加压边力,将毛坯在拉深过程中受到的压边力始终控制在合适的范围内,防止毛坯在拉深过程中因压边力过小而起皱或因压边力过大而被拉裂,提高产品合格率。
13、2.利用负压结构对放入拉深凹模上的毛坯提供吸附力,使毛坯吸附定位在加工面上,确保加工位置准确,提升拉深件的成形质量和尺寸精度。
14、3.利用导向斜面对毛坯的进料方向进行导向,保证毛坯能准确落在加工面上。
技术特征:
1.一种拉深模压边装置,其特征在于:包括拉深凹模(1);所述拉深凹模(1)上设有加工面(3)和负压结构;所述加工面(3)用于放置待加工的毛坯;所述负压结构用于对毛坯提供吸附力;还包括与拉深凹模(1)配合的拉深凸模(2);所述拉深凸模(2)外侧围有压边组件;所述压边组件包括第一压边件(41)和第二压边件(42);所述第一压边件(41)和第二压边件(42)可独立或协同地对所述毛坯施加压边力。
2.根据权利要求1所述的一种拉深模压边装置,其特征在于:所述第二压边件(42)围设在拉深凸模(2)外侧;所述第一压边件(41)围设在第二压边件(42)外侧,且与第二压边件(42)的底面高度齐平;所述第一压边件(41)的径向宽度大于第二压边件(42)的径向宽度。
3.根据权利要求2所述的一种拉深模压边装置,其特征在于:所述第一压边件(41)和第二压边件(42)的径向宽度比为2~5:1。
4.根据权利要求2所述的一种拉深模压边装置,其特征在于:所述负压结构包括第一负压环槽(31)和第二负压环槽(32);所述第一负压环槽(31)和第二负压环槽(32)均设开在拉深凹模(1)的顶面;所述第一负压环槽(31)位于第一压边件(41)的压边范围内;所述第二负压环槽(32)位于第二压边件(42)的压边范围内。
5.根据权利要求4所述的一种拉深模压边装置,其特征在于:所述拉深凹模(1)上还设有连通第一负压环槽(31)的第一负压通道(311)和连通第二负压环槽(32)的第二负压通道(321);所述第一负压通道(311)和第二负压通道(321)远离加工面(3)的一端用于连接负压装置。
6.根据权利要求5所述的一种拉深模压边装置,其特征在于:还包括至少一个导向斜面(5);所述导向斜面(5)设在加工面(3)的上方,且位于其至少一侧;所述毛坯通过导向斜面(5)后下落至加工面(3)上。
7.根据权利要求4所述的一种拉深模压边装置,其特征在于:还包括气密结构;所述气密结构包括第一气密组件(61)和第二气密组件(62);所述第一气密组件(61)包括位于第一负压环槽(31)两侧的第一气密件(611)和第二气密件(612);所述第二气密组件(62)包括位于第二负压环槽(32)两侧的第三气密件(621)和第四气密件(622);所述第一气密件(611)、第二气密件(612)、第三气密件(621)和第四气密件(622)的上表面通过与毛坯底面接触以密闭所述毛坯与加工面(3)之间的间隙。
8.根据权利要求7所述的一种拉深模压边装置,其特征在于:所述第一气密组件(61)凸出所述加工面(3)的高度与第二气密组件(62)凸出所述加工面(3)的高度一致,且均为0.05~0.5mm。
技术总结
本技术公开了一种拉深模压边装置,属于拉深设备领域,包括拉深凹模;所述拉深凹模上设有加工面和负压结构;所述加工面用于放置待加工的毛坯;所述负压结构用于对毛坯提供吸附力;还包括与拉深凹模配合的拉深凸模;所述拉深凸模外侧围有压边组件;所述压边组件包括第一压边件和第二压边件;所述第一压边件和第二压边件可独立或协同地对所述毛坯施加压边力。本技术的一种拉深模压边装置,能对毛坯不同部位施加不同压边力,以防止毛坯起皱或者拉裂,能吸附定位毛坯,且能对毛坯进料时进行导向。
技术研发人员:蔡绍雄
受保护的技术使用者:四川泰虹科技有限公司
技术研发日:20230509
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!