一种锂离子电池极耳焊接定位装置的制作方法
本申请涉及锂离子电池制造,尤其涉及一种锂离子电池极耳焊接定位装置。
背景技术:
1、锂离子电池由于体积小、能量密度大、环境友好、安全性高等诸多优点,越来越受到用户们的青睐。但是,在锂离子电池制作过程中,使用超声波金属点焊机给正负极片焊接极耳时,由于焊接机上并无极片、极耳的定位装置,人为定位会带来很大误差,如果完全依赖于手工操作进行定位,可能会因视觉及感觉误差而导致极耳露出极片的长度不一、极耳与极片纵向方向不平行,且极耳焊点位置随意等问题出现;直接影响极片焊接的合格率,进而影响后续卷绕而成的电芯合格率,还会影响后续的电池组配组的产出率。为此,亟需一种能够准确定位极片极耳的焊接位置和焊点间隙距离的定位装置,进而避免人为误差带来的电芯合格率降低、电芯一致性差的现象。
技术实现思路
1、本申请所要解决的技术问题是提供一种锂离子电池极耳焊接定位装置,其能够准确定位极耳的焊接位置和焊点间隙距离。
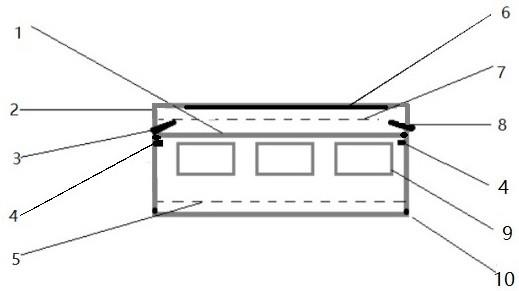
2、为解决上述问题,本申请提供了一种锂离子电池极耳焊接定位装置,该定位装置包括顶板和底板,两者之间空隙高度与极片极耳总厚度相适应,所述底板形状大小与极片相适应,所述顶板形状大小与极耳相适应,并且所述顶板相较所述底板的位置与所述极耳相较所述极片的位置相适应;所述底板上设有极片固定件i和极片固定件ii,并且前端具有向上延伸的极片挡条,与所述顶板对应的位置设有左右对称的极耳定位凸起,所述极耳定位凸起的连线与所述极片挡条平行;所述顶板上间隔开设有与预设焊接位置相适应的焊头限位孔。
3、优选的,所述极片固定件i和极片固定件ii为左右对称设置的卡扣。
4、优选的,所述底板底部设有工装定位件,用于将定位工装安装固定在超声波金属焊接机操作台上。
5、优选的,所述工装定位件为对称设在所述底板前后两端下缘的卡槽i和卡槽ii,所述卡槽i和卡槽ii能够将定位工装卡在超声波金属焊接机操作台的两端。
6、优选的,所述极片挡条能够在所述底板的前后方向上移动。
7、优选的,所述顶板和底板之间通过数根固定柱实现连接。
8、本申请与现有技术相比具有以下优点:
9、本申请结构简单,设计合理,底板用于放置和固定极片,极片挡条和极耳定位凸起联合作用能够确保极耳露出极片的长度一致、极耳与极片纵向方向末端平行,同时顶板上的焊头限位孔能够使焊点位置固定,由此能够准确定位极片极耳的焊接位置和焊点间隙距离,进而提高极耳焊接合格率及电池配组产出率,同时提高了电池使用的安全性,减小了人为误差带来的不必要的浪费。
技术特征:
1.一种锂离子电池极耳焊接定位装置,其特征在于,该定位装置包括顶板(1)和底板(2),两者之间空隙高度与极片极耳总厚度相适应,所述底板(2)形状大小与极片相适应,所述顶板(1)形状大小与极耳相适应,并且所述顶板(1)相较所述底板(2)的位置与所述极耳相较所述极片的位置相适应;所述底板(2)上设有极片固定件i(3)和极片固定件ii(8),并且前端具有向上延伸的极片挡条(6),与所述顶板(1)对应的位置设有左右对称的极耳定位凸起(4),所述极耳定位凸起(4)的连线与所述极片挡条(6)平行;所述顶板(1)上间隔开设有与预设焊接位置相适应的焊头限位孔(9)。
2.如权利要求1所述的定位装置,其特征在于,所述极片固定件i(3)和极片固定件ii(8)为左右对称设置的卡扣。
3.如权利要求1所述的定位装置,其特征在于,所述底板(2)底部设有工装定位件,用于将定位工装安装固定在超声波金属焊接机操作台上。
4.如权利要求3所述的定位装置,其特征在于,所述工装定位件为对称设在所述底板(2)前后两端下缘的卡槽i(5)和卡槽ii(7),所述卡槽i(5)和卡槽ii(7)能够将定位工装卡在超声波金属焊接机操作台的两端。
5.如权利要求1所述的定位装置,其特征在于,所述极片挡条(6)能够在所述底板(2)的前后方向上移动。
6.如权利要求1所述的定位装置,其特征在于,所述顶板(1)和底板(2)之间通过数根固定柱(10)实现连接。
技术总结
本申请涉及一种锂离子电池极耳焊接定位装置,包括顶板(1)和底板(2),两者之间空隙高度与极片极耳总厚度相适应,顶板相较底板的位置与极耳相较极片的位置相适应;底板上设有极片固定件(3、8)、极片挡条(6)和极耳定位凸起(4),极耳定位凸起的连线与极片挡条平行;顶板上间隔开设有与预设焊接位置相适应的焊头限位孔(9)。本申请结构简单,设计合理,能够确保极耳露出极片的长度一致、极耳与极片纵向方向末端平行,同时顶板上的焊头限位孔能够使焊点位置固定,由此能够准确定位极耳的焊接位置和焊点间隙距离,进而提高极耳焊接合格率及电池配组产出率,减小了人为误差带来的不必要的浪费。
技术研发人员:王凤,胡家彦,张静,马骞,杨晓艳,秦芳林
受保护的技术使用者:金川集团股份有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!