一种金属焊接治具的制作方法
本技术涉及焊接治具,具体涉及一种金属焊接治具。
背景技术:
1、现有的钣金焊接加工过程中,普遍采用传统的焊接生产方法,将产品各组件通过人工点焊成成品,成品为焊接工件,然后再通过翻转焊接工件,对焊接工件内部之间连接处进行全焊;由于焊接工件为钣金,且大多为薄壁特征,在大量的焊接下会产生很大的热量,从而导致焊接工件变形,焊接工件内的各安装孔之间的尺寸也会随着焊接工件变形出现偏差,影响后续装配工序组装,导致工作效率降低。
2、鉴于此,现有技术还有待改进和发展。
技术实现思路
1、鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种金属焊接治具,旨在解决现有的焊接工件焊接时,焊接工件变形导致安装孔之间的尺寸出现偏差的问题。
2、本实用新型解决技术问题所采用的技术方案如下:
3、一种金属焊接治具,其特征在于,还包括:
4、固定板,用于放置焊接工件,所述焊接工件底壁设置有多个第一安装孔;
5、多个固定孔,设置于所述固定板上,且与多个所述第一安装孔一一对应;
6、多个固定柱;所述固定孔、所述固定柱以及所述第一安装孔同轴对应,所述固定柱一端位于所述固定孔内,另一端穿过所述第一安装孔;
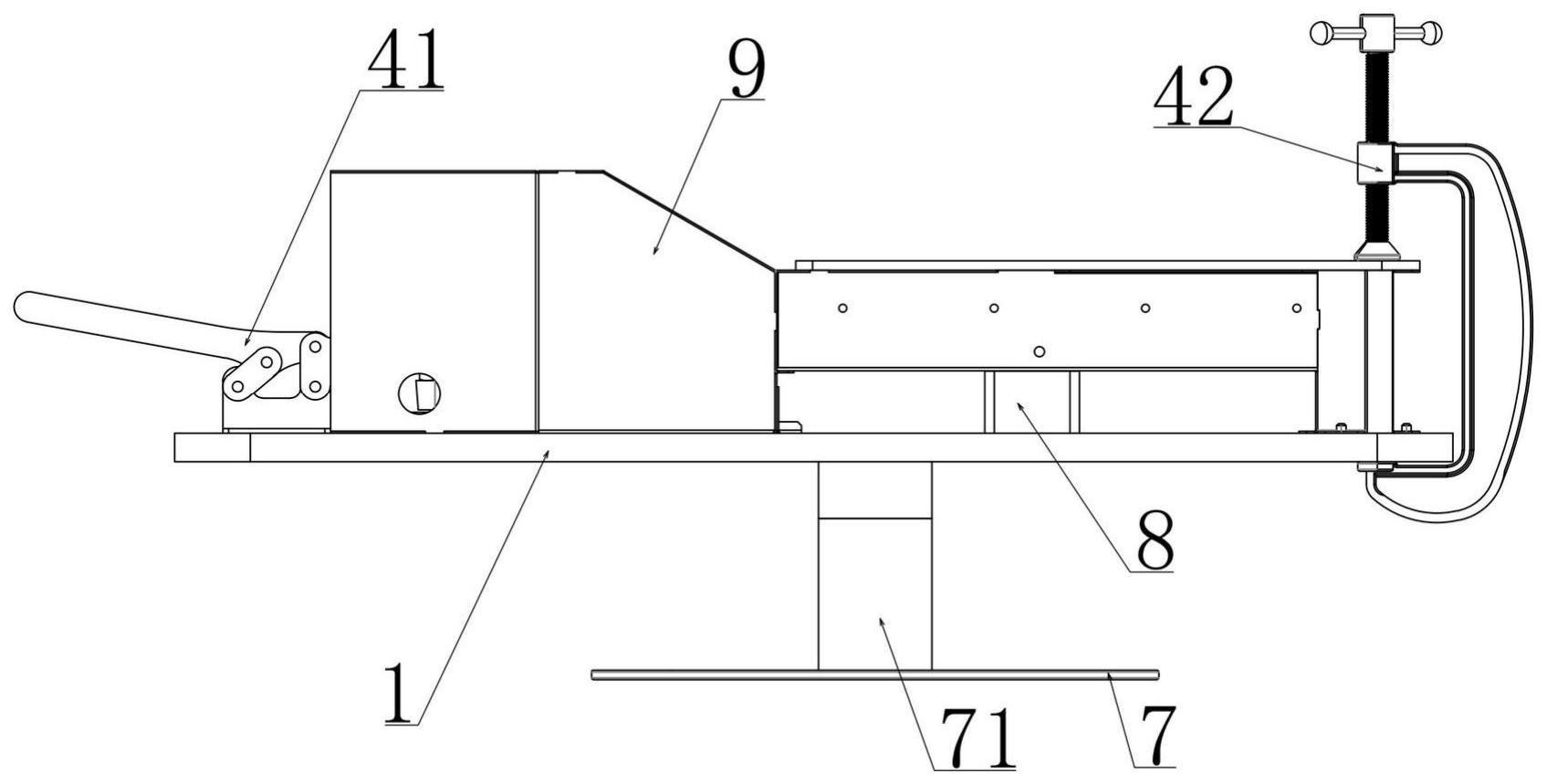
7、固定装置,设置于所述固定板上,用于固定所述焊接工件。
8、进一步的,所述固定装置包括:
9、快速夹钳,设置于所述固定板一侧,用于将所述焊接工件固定在所述固定板上。
10、进一步的,所述快速夹钳底部设置有第一平板,所述第一平板与所述焊接工件表面接触。
11、进一步的,所述第一平板内部开设有第一定位孔,所述第一定位孔与相对应所述固定柱相配合。
12、进一步的,所述固定装置还包括:
13、两个g字夹钳,设置于所述固定板远离所述快速夹钳一侧,所述g字夹钳一侧固定在所述固定板底壁,另一侧通过螺杆固定在所述工件表面。
14、进一步的,所述两所述g字夹钳底部设置第二平板,所述第二平板与所述工件表面接触。
15、进一步的,所述第二平板内部开设多个第二定位孔,所述焊接工件顶壁开设多个第二安装孔,多个所述第二安装孔与多个所述第二定位孔分别相对应。
16、进一步的,所述金属焊接治具还包括:
17、第一旋转柱,设置于所述固定板底壁;
18、第二旋转柱,同轴设置于所述第一旋转柱底壁,所述第一旋转柱直径大于所述第二旋转柱;
19、底座,所述底座顶壁设置固定筒,所述固定筒与所述第二旋转柱同轴转动配合,所述第一旋转柱底壁与所述固定筒顶壁滑动配合。
20、进一步的,所述固定板顶壁设置有垫块。
21、进一步的,所述垫块通过螺栓与所述固定板进行固定。
22、与现有技术相比,本实用新型的有益效果是:
23、本实用新型中,焊接工件为钣金件且焊接工件底壁一般设置有多个第一安装孔,用于焊接工件的组装,固定板用于放置焊接工件,进行固定与焊接,固定板上开设多个固定孔,多个固定孔分别与多个第一安装孔相对应,并且固定孔中安装有固定柱,第一安装孔穿过固定柱与固定板表面接触,通过上述装置,固定柱进行定位第一安装孔,同时通过固定装置对焊接工件进行固定,达到对焊接工件的组件进行定位固定,从而防止钣金组件翘起变形,第一安装孔之间的位置出现偏差。
技术特征:
1.一种金属焊接治具,其特征在于,还包括:
2.根据权利要求1所述的金属焊接治具,其特征在于,所述固定装置包括:
3.根据权利要求2所述的金属焊接治具,其特征在于,所述快速夹钳底部设置有第一平板,所述第一平板与所述焊接工件表面接触。
4.根据权利要求3所述的金属焊接治具,其特征在于,所述第一平板内部开设有第一定位孔,所述第一定位孔与相对应所述固定柱相配合。
5.根据权利要求2所述的金属焊接治具,其特征在于,所述固定装置还包括:
6.根据权利要求5所述的金属焊接治具,其特征在于,两所述g字夹钳底部设置第二平板,所述第二平板与所述工件表面接触。
7.根据权利要求6所述的金属焊接治具,其特征在于,所述第二平板内部开设多个第二定位孔,所述焊接工件顶壁开设多个第二安装孔,多个所述第二安装孔与多个所述第二定位孔分别相对应。
8.根据权利要求1所述的金属焊接治具,其特征在于,所述金属焊接治具还包括:
9.根据权利要求1所述的金属焊接治具,其特征在于,所述固定板顶壁设置有垫块。
10.根据权利要求9所述的金属焊接治具,其特征在于,所述垫块通过螺栓与所述固定板进行固定。
技术总结
本技术公开了一种金属焊接治具,包括固定板、多个固定孔、多个固定柱以及固定装置,固定板上表面用于固定焊接工件,焊接工件为钣金件且焊接工件底壁一般设置有多个第一安装孔,用于固定安装焊接工件,固定板上开设多个固定孔,多个固定孔分别与多个第一安装孔一一对应,并且固定孔中安装有固定柱,固定柱一端位于固定孔内,一端穿过第一安装孔,用于第一安装孔的定位,固定装置对焊接工件进行固定;通过上述装置,固定柱进行定位第一安装孔,同时通过固定装置对焊接工件进行固定,达到对焊接工件的组件进行定位与固定,从而防止焊接工件翘起变形,第一安装孔之间的位置出现偏。
技术研发人员:马文健,刘楚辉
受保护的技术使用者:深圳市飞荣达科技股份有限公司
技术研发日:20230511
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!