一种活塞球窝精加工刀具的制作方法
本技术涉及机械加工工具,尤其涉及一种活塞球窝精加工刀具。
背景技术:
1、球窝的精加工,位置公差、尺寸公差和表面光洁度要求很高,不能出现一层一层步距明显的接刀痕迹,而且精加工时球窝的余量不能太大,余量也要预留均匀;传统的做法是增加半精加工的工序,然后通过球刀和数控中心,进行加工,但在加工时会产生碎屑粘在刀口处,影响加工精度。
技术实现思路
1、本实用新型的目的是为了解决现有技术中球窝精加工中碎屑影响加工精度的问题,而提出的一种活塞球窝精加工刀具。
2、为了实现上述目的,本实用新型采用了如下技术方案:
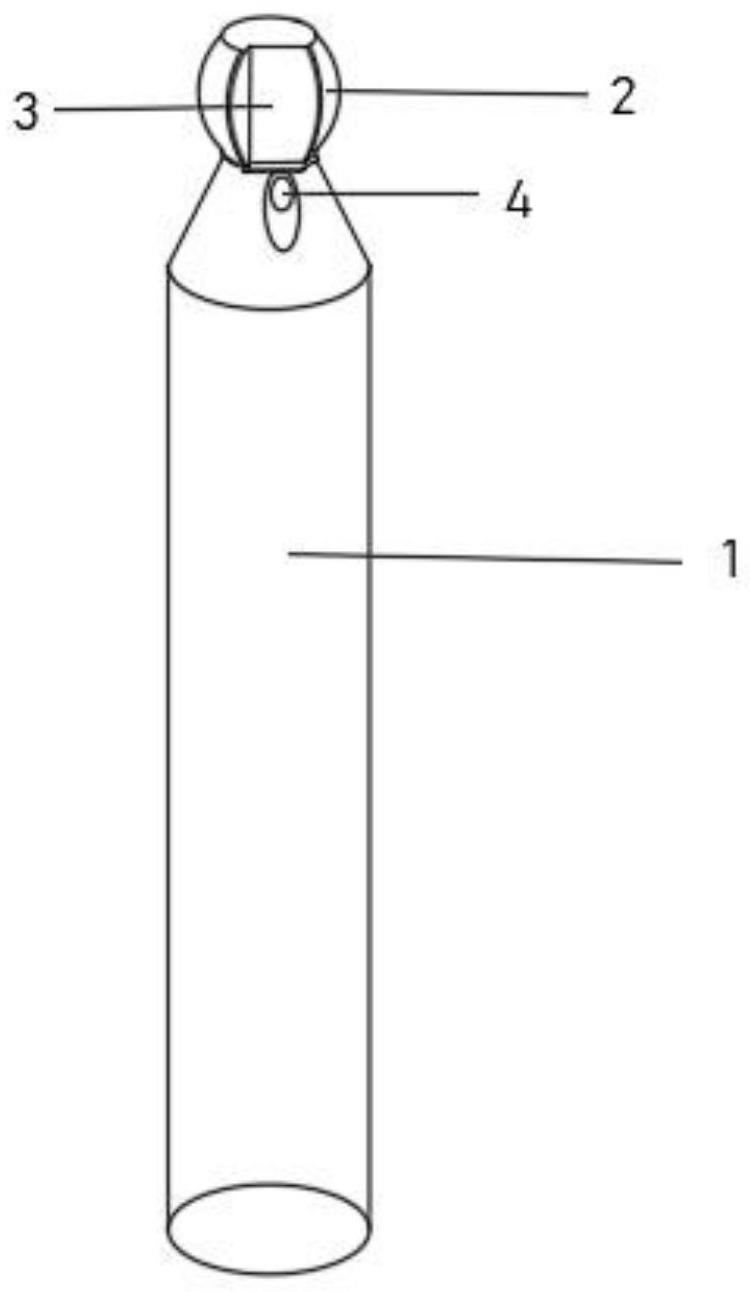
3、一种活塞球窝精加工刀具,包括刀柄和刀头;所述刀头设置于刀柄的顶端,且固定连接;所述刀头设有刀口;所述刀口面向切削面方向的一侧为窄面,另一侧为宽面;所述刀口的两侧面均偏离刀头的轴线方向;所述刀柄上端设有供给通道。
4、优选的,所述刀头侧面为弧面且上下两端为平整面。
5、优选的,所述刀口设有两个且呈中心对称。
6、优选的,所述刀口面向切削方向设有韧部;所述刀口的韧部的弧度与球窝的弧度相匹配。
7、优选的,所述供给通道位于刀口的正下端;所述供给通道上端与刀口相通。
8、优选的,所述供给通道的开口端与刀口方向平行;所述供给通道为刀口的韧部提供切削液。
9、优选的,所述供给通道外侧设有小切面。
10、优选的,所述刀柄的顶端为圆台形状,且所述圆台顶面面积小于底面。
11、优选的,所述刀头是钨钢耐磨性材质,所述刀柄是钢材。
12、与现有技术相比,本实用新型提供了一种活塞球窝精加工刀具,具备以下有益效果:
13、1、该活塞球窝精加工刀具,通过刀头的弧度与球窝弧度一致,弧线在零件上旋转形成球窝,即整个刀具在驱动装置的带动下旋转,其刀头能够一次成型的形成球窝,降低了加工时长,提高了加工效率。
14、2、该活塞球窝精加工刀具,通过在刀头和刀柄的连接处采用圆台的形状,可以实现球窝弧面的切削。
15、该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本实用新型结构简单,操作方便。
技术特征:
1.一种活塞球窝精加工刀具,其特征在于:包括刀柄(1)和刀头(2);所述刀头(2)设置于刀柄(1)的顶端,且固定连接;所述刀头(2)设有刀口(3);所述刀口(3)面向切削面方向的一侧为窄面,另一侧为宽面;所述刀口(3)的两侧面均偏离刀头(2)的轴线方向;所述刀柄(1)上端设有供给通道(4)。
2.根据权利要求1所述的一种活塞球窝精加工刀具,其特征在于,所述刀头(2)侧面为弧面且上下两端为平整面。
3.根据权利要求1所述的一种活塞球窝精加工刀具,其特征在于,所述刀口(3)设有两个且呈中心对称。
4.根据权利要求3所述的一种活塞球窝精加工刀具,其特征在于,所述刀口(3)面向切削方向设有韧部;所述刀口(3)的韧部的弧度与球窝的弧度相匹配。
5.根据权利要求1所述的一种活塞球窝精加工刀具,其特征在于,所述供给通道(4)位于刀口(3)的正下端;所述供给通道(4)上端与刀口(3)相通。
6.根据权利要求4所述的一种活塞球窝精加工刀具,其特征在于,所述供给通道(4)的开口端与刀口(3)方向平行;所述供给通道(4)为刀口(3)的韧部提供切削液。
7.根据权利要求4所述的一种活塞球窝精加工刀具,其特征在于,所述供给通道(4)外侧设有小切面(6)。
8.根据权利要求1所述的一种活塞球窝精加工刀具,其特征在于,所述刀柄(1)的顶端为圆台形状,且所述圆台顶面面积小于底面。
9.根据权利要求1所述的一种活塞球窝精加工刀具,其特征在于,所述刀头(2)是钨钢耐磨性材质,所述刀柄(1)是钢材。
技术总结
本技术公开了一种活塞球窝精加工刀具,包括刀柄和刀头;所述刀头设置于刀柄的顶端,且固定连接;所述刀头设有刀口;所述刀口面向切削面方向的一侧为窄面,另一侧为宽面;所述刀口的两侧面均偏离刀头的轴线方向;所述刀柄上端设有供给通道。本技术通过刀头的弧度与球窝弧度一致,弧线在零件上旋转形成球窝,即整个刀具在驱动装置的带动下旋转,其刀头能够一次成型的形成球窝,降低了加工时长,提高了加工效率。
技术研发人员:请求不公布姓名
受保护的技术使用者:马鞍山奥特佳机电有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!