一种成型装配一体化模具的制作方法
本技术涉及低压灭弧室生产设备相关,尤其涉及一种成型装配一体化模具。
背景技术:
1、低压灭弧室是用于电力系统中保护电力设备的一种关键部件,低压灭弧室通过构造独特的电场来控制和灭除电弧,当电弧出现时,高温使灭弧栅中的金属物质蒸发成为离子,这些离子在电场作用下被移动和重新排列,并产生强烈的电场作用力将电弧灭除,在其生产过程时,采用成型装配一体化模具,将多个零部件组合成一个整体进行成型和装配,将多个工序整合成一个过程。
2、经检索,专利号“cn106807843a”文案中提到了“低压电器灭弧室冲压、涉及低压电器灭弧室生产技术领域,快速组装一体化模具系统,包括冲压组装模具、气动输送装置和料片推送装置,冲压组装模具设置在气动输送装置上,料片推送装置设置在冲压组装模具侧部;冲压组装模具包括组装部分和冲压部分,冲压部分设置在组装部分的侧部;组装部分包括第一上模、第一下模和组装机构,所述的第一下模设置在第一上模的下侧,组装机构设置在第一上模、第一下模上;冲压部分包括第二上模、第二下模和冲压机构,第二下模设置在第二上模的下侧,冲压机构设置在第一上模、第一下模上。保证了产品的稳定性,降低了成本,提高了生产率”,该装置通过组装部分和冲压部分分段配合来实现生产的自动化,导致其结构繁杂,空间利用率较低。
3、于是,我们提供了一种成型装配一体化模具。
技术实现思路
1、本实用新型的目的在于提供一种成型装配一体化模具,解决上述背景技术中提出的问题。
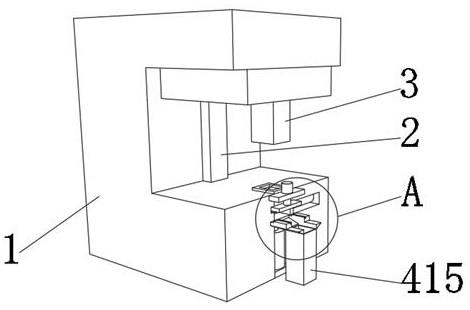
2、为实现上述目的,本实用新型提供如下技术方案:一种成型装配一体化模具,包括冲压机和组合机构,所述冲压机的内侧焊接有导轨,所述导轨的外侧卡槽连接有冲压头,所述冲压头的下方设置有组合机构,所述冲压头的下方设置有冲压模块,所述冲压模块的底端设置有工作腔,所述工作腔的内壁后端设置有第一推板。
3、优选的,所述组合机构包括冲压模块、工作腔、第一推板、垫片、第一电动推杆、第二推板、第一气缸、第三推板、第二电动推杆、固定板、第二气缸、切刀、出料口、送料槽和储料箱。
4、优选的,所述第一推板的前端卡槽连接有垫片,所述第一推板的后端螺栓连接有第一电动推杆。
5、优选的,所述工作腔的内壁一侧设置有第二推板,所述第二推板的另一侧螺栓连接有第一气缸。
6、优选的,所述工作腔的内壁底端设置有第三推板,所述第三推板的底端螺栓连接有第二电动推杆。
7、优选的,所述工作腔的前端螺栓连接有固定板,所述固定板的内侧固定连接有第二气缸,所述第二气缸的底端螺栓连接有切刀。
8、优选的,所述切刀的下方设置有出料口,所述出料口的两侧均设置有送料槽,所述出料口的前端设置有储料箱。
9、与现有技术相比,本实用新型的有益效果是:
10、1、通过固定板、第二气缸和切刀的设置,纸带通过左侧送料槽送入一定长度后,第二气缸动作,切刀将纸带切断,实现了对纸带长度的精确控制。
11、2、通过第一推板、垫片、第一电动推杆、第二推板、第一气缸、第三推板、第二电动推杆、第二气缸和切刀的设置,冲压模块冲压出的铁片进入工作腔后,第二推板将其推入一侧纸带,第一电动推杆缩回,第二电动推杆随后向下运动,第一电动推杆推出,垫片伸出,如此循环,当铁片插满一侧的纸带时,第二电动推杆向上运动回到初始位置,另一侧纸带送入一定长度后,切刀将其切断,第一气缸带动第二推板运动,将纸带与铁片压紧,本装置实现了低压灭弧室的成型及装配的自动化,结构简便,提高了空间利用率。
技术特征:
1.一种成型装配一体化模具,包括冲压机(1)和组合机构(4),其特征在于:所述冲压机(1)的内侧焊接有导轨(2),所述导轨(2)的外侧卡槽连接有冲压头(3),所述冲压头(3)的下方设置有组合机构(4),所述冲压头(3)的下方设置有冲压模块(401),所述冲压模块(401)的底端设置有工作腔(402),所述工作腔(402)的内壁后端设置有第一推板(403)。
2.根据权利要求1所述的一种成型装配一体化模具,其特征在于,所述组合机构(4)包括冲压模块(401)、工作腔(402)、第一推板(403)、垫片(404)、第一电动推杆(405)、第二推板(406)、第一气缸(407)、第三推板(408)、第二电动推杆(409)、固定板(410)、第二气缸(411)、切刀(412)、出料口(413)、送料槽(414)和储料箱(415)。
3.根据权利要求1所述的一种成型装配一体化模具,其特征在于,所述第一推板(403)的前端卡槽连接有垫片(404),所述第一推板(403)的后端螺栓连接有第一电动推杆(405)。
4.根据权利要求1所述的一种成型装配一体化模具,其特征在于,所述工作腔(402)的内壁一侧设置有第二推板(406),所述第二推板(406)的另一侧螺栓连接有第一气缸(407)。
5.根据权利要求1所述的一种成型装配一体化模具,其特征在于,所述工作腔(402)的内壁底端设置有第三推板(408),所述第三推板(408)的底端螺栓连接有第二电动推杆(409)。
6.根据权利要求1所述的一种成型装配一体化模具,其特征在于,所述工作腔(402)的前端螺栓连接有固定板(410),所述固定板(410)的内侧固定连接有第二气缸(411),所述第二气缸(411)的底端螺栓连接有切刀(412)。
7.根据权利要求6所述的一种成型装配一体化模具,其特征在于,所述切刀(412)的下方设置有出料口(413),所述出料口(413)的两侧均设置有送料槽(414),所述出料口(413)的前端设置有储料箱(415)。
技术总结
本技术提供一种成型装配一体化模具,涉及低压灭弧室生产设备相关技术领域,包括冲压机和组合机构,所述冲压机的内侧焊接有导轨,通过第一推板、垫片、第一电动推杆、第二推板、第一气缸、第三推板、第二电动推杆、第二气缸和切刀的设置,冲压模块冲压出的铁片进入工作腔后,第二推板将其推入一侧纸带,第一电动推杆缩回,第二电动推杆随后向下运动,第一电动推杆推出,垫片伸出,如此循环,当铁片插满一侧的纸带时,第二电动推杆向上运动回到初始位置,另一侧纸带送入一定长度后,切刀将其切断,第一气缸带动第二推板运动,将纸带与铁片压紧,本装置实现了低压灭弧室的成型及装配的自动化,结构简便,提高了空间利用率。
技术研发人员:苏福林
受保护的技术使用者:常熟市绿一电器配件制造有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!