平衡重卧式加工镗铣工装的制作方法
本技术涉及平衡重加工领域,尤其涉及平衡重卧式加工镗铣工装。
背景技术:
1、平衡重是一种安装在叉车曲轴上,用于平衡曲轴连杆轴颈和曲柄工作的辅助件,能够使曲轴运转平稳,并且能够减少主轴颈轴瓦承受的负荷。
2、平衡重在进行成型后,通常还需要进行镗铣操作,现有的平衡重镗铣工装通常是采用夹具夹持配合镗铣刀来进行操作,这种方式虽然能够完成加工需求,但是在加工过程中镗铣刀打磨产生的碎屑会飞溅,导致加工位置碎屑过多,完成加工后需要花费大量时间来进行处理。
技术实现思路
1、本实用新型针对现有技术存在的不足,提供如下技术方案:
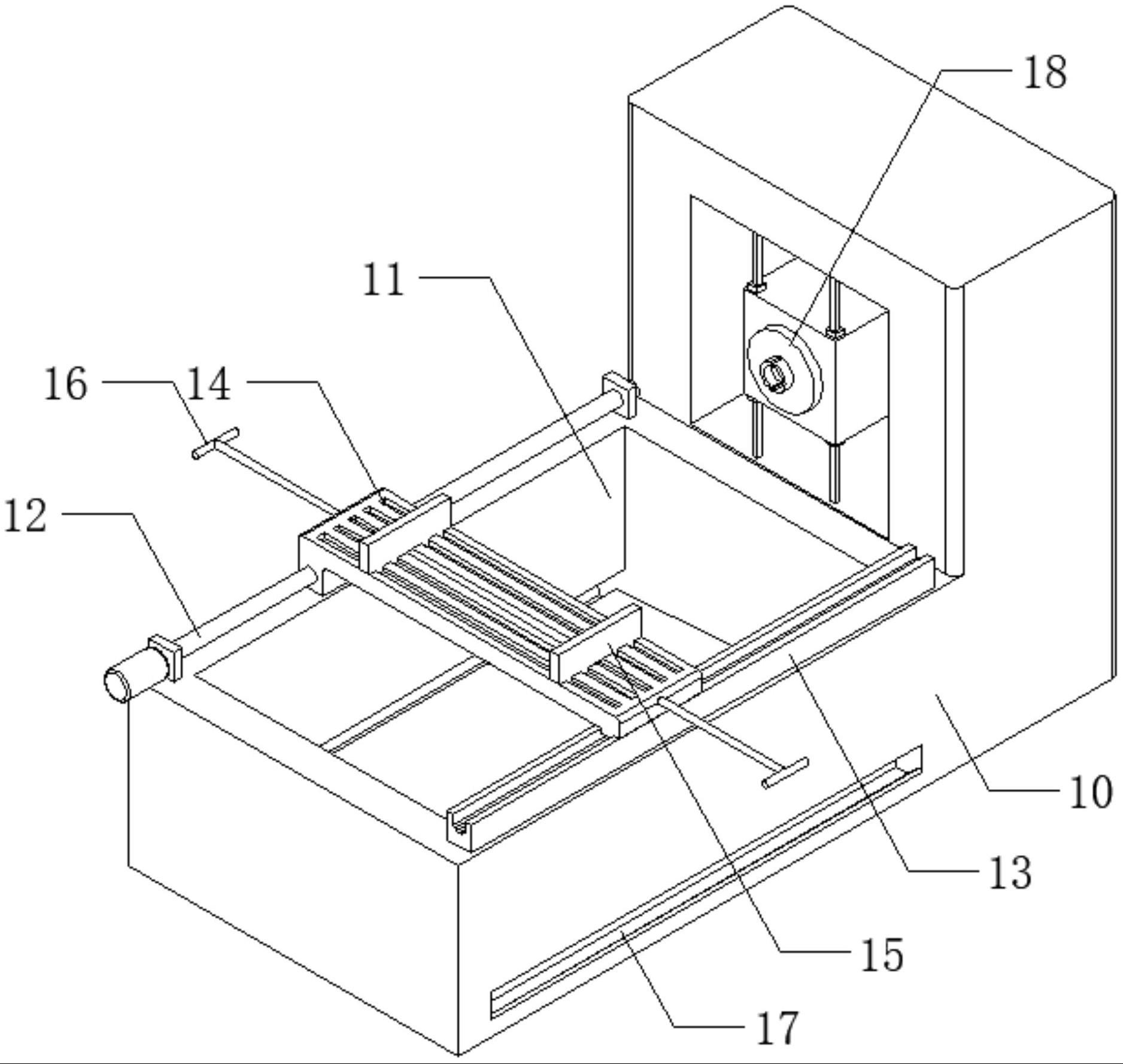
2、平衡重卧式加工镗铣工装,包括:操作平台、设置于操作平台一侧的加工台以及设置于操作平台上端面的夹持台。
3、具体的,所述操作平台的上端面开设有废屑槽,所述废屑槽的槽底设置有v型板,所述v型板的凸出部朝上,所述废屑槽底部设置有废屑腔,所述废屑腔具有与废屑槽连通的内侧槽,所述内侧槽设置于v型板的边缘位置,所述废屑腔的一侧具有贯穿至操作平台外部的外侧槽。
4、通过废屑槽能够接收从上方飞落的废屑,并且将废屑导入至废屑腔内,在进行处理时,可以从外侧槽处理收集的废屑,操作简单,处理效率更高。
5、作为上述技术方案的改进,所述v型板两个侧边的下端面固定有弹性件,所述v型板与弹性件以及废屑槽的槽底隔开形成封闭的腔体。
6、通过弹性件来加强v型板的震动性,在使用过程中,v型板会产生振动,这样掉落在v型板表面的废屑能够因为振动滑落,从而避免废屑堆积在v型板的表面。
7、作为上述技术方案的改进,所述操作平台的上端面位于废屑槽的两侧分别设置有丝杠轨道与定位轨道,所述丝杠轨道与定位轨道平行设置,所述夹持台的一端卡入定位轨道的内部,所述夹持台与丝杠轨道的丝杠螺纹连接。
8、通过定位轨道来限制夹持台的移动方向和提供位置稳定,并且配合丝杠轨道来提供直线移动的动力输出,保证夹持台能够稳定地进行移动。
9、作为上述技术方案的改进,所述夹持台的上端面设置有至少两块夹板,所述夹持台的上端面开设有若干个限位槽,所述夹板的下端面具有卡入限位槽内部的凸起,所述夹板沿着限位槽移动,所述夹持台的两端设置有螺纹贯穿的手杆,所述手杆的端部贴合夹板。
10、通过转动手杆的方式控制夹板的夹持,优点是可控性高,结构稳定,缺点则是手动操作较慢,效率不高。
技术特征:
1.平衡重卧式加工镗铣工装,其特征在于,包括:
2.根据权利要求1所述的平衡重卧式加工镗铣工装,其特征在于:所述v型板(19)两个侧边的下端面固定有弹性件(191),所述v型板(19)与弹性件(191)以及废屑槽(11)的槽底隔开形成封闭的腔体。
3.根据权利要求1所述的平衡重卧式加工镗铣工装,其特征在于:所述操作平台(10)的上端面位于废屑槽(11)的两侧分别设置有丝杠轨道(12)与定位轨道(13),所述丝杠轨道(12)与定位轨道(13)平行设置,所述夹持台(14)的一端卡入定位轨道(13)的内部,所述夹持台(14)与丝杠轨道(12)的丝杠螺纹连接。
4.根据权利要求3所述的平衡重卧式加工镗铣工装,其特征在于:所述夹持台(14)的上端面设置有至少两块夹板(15),所述夹持台(14)的上端面开设有若干个限位槽(141),所述夹板(15)的下端面具有卡入限位槽(141)内部的凸起,所述夹板(15)沿着限位槽(141)移动,所述夹持台(14)的两端设置有螺纹贯穿的手杆(16),所述手杆(16)的端部贴合夹板(15)。
技术总结
本技术涉及平衡重加工领域,尤其涉及平衡重卧式加工镗铣工装,包括:操作平台、设置于操作平台一侧的加工台以及设置于操作平台上端面的夹持台,具体的,所述操作平台的上端面开设有废屑槽,所述废屑槽的槽底设置有V型板,所述V型板的凸出部朝上,所述废屑槽底部设置有废屑腔,所述废屑腔具有与废屑槽连通的内侧槽,所述内侧槽设置于V型板的边缘位置,所述废屑腔的一侧具有贯穿至操作平台外部的外侧槽。本技术通过废屑槽能够接收从上方飞落的废屑,并且将废屑导入至废屑腔内,在进行处理时,可以从外侧槽处理收集的废屑,操作简单,处理效率更高。
技术研发人员:谭涛
受保护的技术使用者:安徽合力股份有限公司合肥铸锻厂
技术研发日:20230512
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!