一种不具有中心孔的长轴类工件夹紧装置的制作方法
本申请涉及长轴类工件加工,尤其涉及一种不具有中心孔的长轴类工件夹紧装置。
背景技术:
1、长轴内工件也称杆件,其将毛坯件加工成成品过程中包括外周面的车削加工、钻孔加工等结构加工方式。由于其结构限定,通常将其夹持在数控车床上进行加工操作。
2、长轴类工件的夹持方式如图1-2所示,通常机床的后尾座具有锥形结构的顶尖,其在对长轴类工件的常规加工中,在工件的一侧钻有夹持盲孔,而后尾座的顶尖则嵌入在该盲孔中,而工件的另一侧则夹持在机床的卡盘上,通过卡盘与后尾座的配合将长轴类的工件夹持,并通过卡盘的旋转带动工件旋转,即可通过刀具的行进进行加工。
3、根据工件的设计要求,存在不允许侧端具有孔的工件类型,因此工件的毛坯料要长于成品尺寸,以将具有夹持孔段进行切除(如说明书附图3中虚线部分处),从而造成材料的浪费。
技术实现思路
1、针对上述存在的问题,本申请旨在提供一种不具有中心孔的长轴类工件夹紧装置,其解决目前需要开设夹持孔而造成工件废料增加的问题。
2、为了实现上述目的,本申请所采用的技术方案如下:一种不具有中心孔的长轴类工件夹紧装置,其特征在于:所述夹紧装置包括在机床的后尾座上装配的与工件一侧端面平贴接触的夹块,以及在工件与机床的刀具对应的另一侧设置的径向支撑装置。
3、优选的,所述夹块一侧壁中心开设有与后尾座的顶尖嵌入的锥形凹孔。
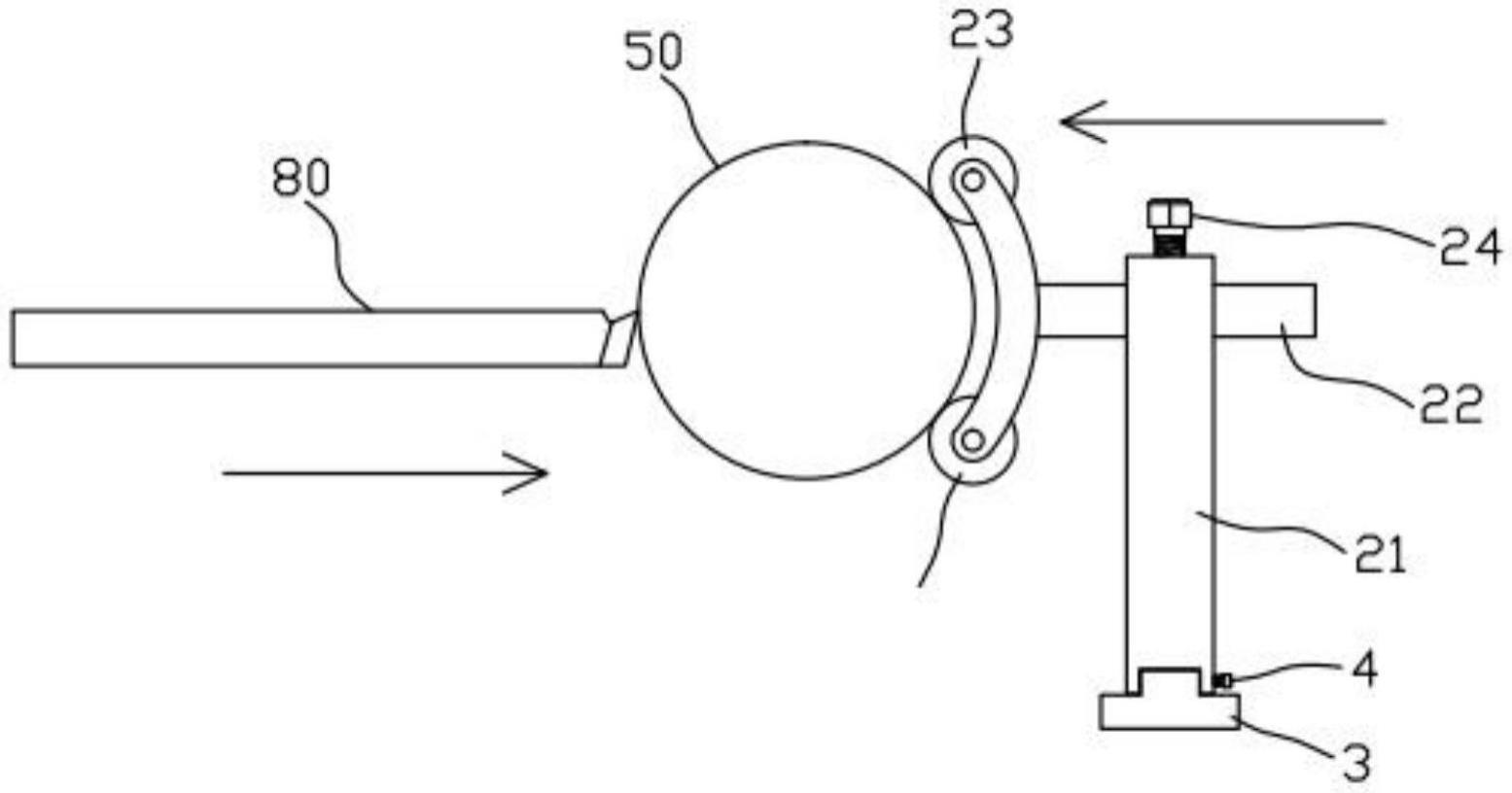
4、优选的,所述径向支撑装置包括设置在机床内且靠近所述夹块的竖向支杆,该竖向支杆上水平穿设有与靠近夹块的工件的圆周面一侧接触的横向支杆,并在横向支杆一端上下间距设置有均与工件圆周面接触的支撑辊。
5、优选的,所述横向支杆水平滑动穿设在所述竖向支杆中,并在竖向支杆顶部穿设有可顶紧在横向支杆顶面上的调节螺杆。
6、优选的,在所述横向支杆顶面上开设有嵌入所述调节螺杆的坡度槽。
7、优选的,所述竖向支杆沿工件轴向滑动设置在机床内。
8、本申请的有益效果是:在机床后尾座的顶尖上嵌入套设有夹块,并与径向支撑装置的配合,在不开设夹持孔的基础上,对刀具的加工外力进行克服及平衡,避免工件在不具有夹持孔的结构下滑动偏斜的问题,提高工件夹持的定位性,进而保证工件的加工精度。
技术特征:
1.一种不具有中心孔的长轴类工件夹紧装置,其特征在于:所述夹紧装置包括在机床的后尾座上装配的与工件一侧端面平贴接触的夹块(1),以及在工件与机床的刀具对应的另一侧设置的径向支撑装置。
2.根据权利要求1所述的夹紧装置,其特征在于:所述夹块(1)一侧壁中心开设有与后尾座的顶尖嵌入装配的锥形凹孔(1a)。
3.根据权利要求2所述的夹紧装置,其特征在于:所述径向支撑装置包括设置在机床内且靠近所述夹块(1)的竖向支杆(21),该竖向支杆(21)上水平穿设有与靠近夹块(1)的工件圆周面一侧接触的横向支杆(22),并在横向支杆(22)一端上下间距设置有均与工件圆周面接触的支撑辊(23)。
4.根据权利要求3所述的夹紧装置,其特征在于:所述横向支杆(22)水平滑动穿设在所述竖向支杆(21)中,并在竖向支杆(21)顶部穿设有可顶紧在横向支杆(22)顶面上的调节螺杆(24)。
5.根据权利要求4所述的夹紧装置,其特征在于:在所述横向支杆(22)顶面上开设有嵌入所述调节螺杆(24)的坡度槽(22a)。
6.根据权利要求5所述的夹紧装置,其特征在于:所述竖向支杆(21)沿工件轴向滑动设置在机床内。
技术总结
本申请公开了一种不具有中心孔的长轴类工件夹紧装置,夹紧装置包括在机床的后尾座上装配的与工件一侧端面平贴接触的夹块,以及在工件与机床的刀具对应的另一侧设置的径向支撑装置。该径向支撑装置包括设置在机床内且靠近夹块的竖向支杆,该竖向支杆上水平穿设有与靠近夹块的工件的圆周面一侧接触的横向支杆,并在横向支杆一端上下间距设置有均与工件圆周面接触的支撑辊。该夹紧装置在机床后尾座的顶尖上嵌入套设有夹块,并与径向支撑装置的配合,在不开设夹持孔的基础上,对刀具的加工外力进行克服及平衡,避免工件在不具有夹持孔的结构下滑动偏斜的问题,提高工件夹持的定位性,进而保证工件的加工精度。
技术研发人员:罗建忠,谭原,强育,柳亚洲,柏林
受保护的技术使用者:宝鸡山崎精工智能装备有限公司
技术研发日:20230512
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!