一种集装箱侧板焊缝校正机构的制作方法
本技术涉及集装箱生产,尤其涉及一种集装箱侧板焊缝校正机构。
背景技术:
1、一般情况下,集装箱的侧板长度较大,在生产制造时是由多个长度较短的板材单元通过拼焊连接成一个整体。用于制作侧板的板材单元均为金属薄板,由于自身的拘束能力不足,刚性小,抵抗弯曲变形的性能较低,当焊接过后,由于焊缝附件温度较高,板材整体受热不均匀,而这种不均匀的温度场直接导致拼焊后的侧板不均匀的膨胀和收缩,从而使侧板内部产生焊接应力而引起焊接变形。为此,需要设计一种校正机构,在板材单元拼焊工序完成后,对侧板进行焊缝校正。
技术实现思路
1、本实用新型的目的是针对现有技术的不足之处而提出一种集装箱侧板焊缝校正机构,对拼焊完成的侧板进行自动焊缝校正,避免侧板变形严重,影响后道工序的加工及成品的外观。
2、实现本实用新型目的技术方案是:
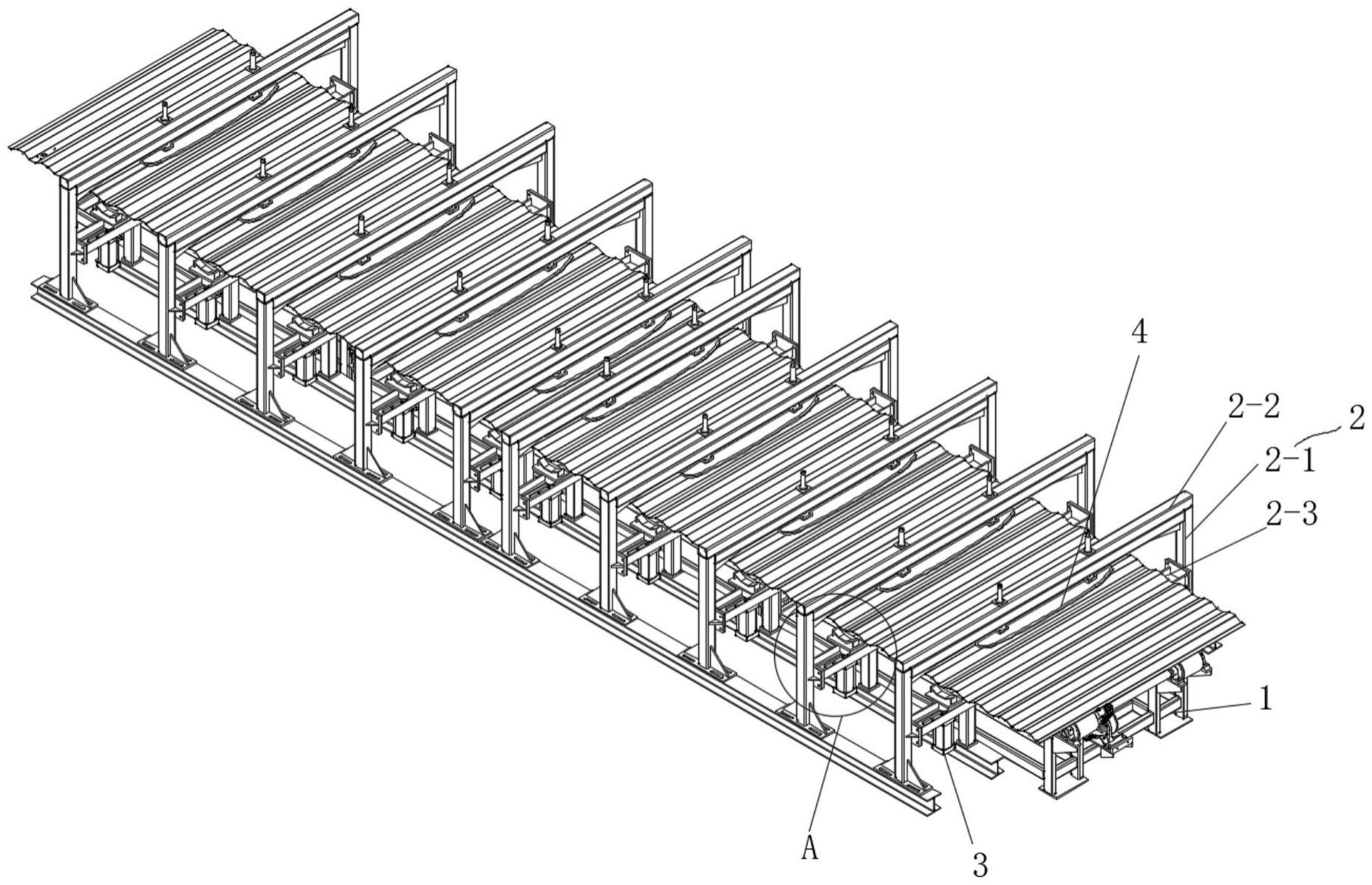
3、一种集装箱侧板焊缝校正机构,包括侧板输送机构以及沿侧板输送机构的传输方向平行且对齐设置的多个机架,所述机架上安装有可升降的且分别位于侧板输送机构下方和上方的侧板定位机构和侧板整形机构,所述侧板定位机构对称设于侧板输送机构的两端,所述侧板整形机构设于两个侧板定位机构的正上方之间。
4、进一步地,所述机架包括固定设于侧板输送机构两侧的立柱,固定连接于两根立柱之间的横梁以及分别固定安装在两个立柱下部的支撑架。。
5、进一步地,所述侧板定位机构包括固定安装在支撑架上的第一升降机构,所述第一升降机构的输出端固定安装有与侧板的表面形状相适配的定位台。
6、进一步地,所述支撑架沿长度方向设有通槽,所述第一升降机构为气缸或液压缸,所述第一升降机构的缸体固定设于支撑架的底部,活塞端竖直向上贯穿所述通槽并与定位台固定相连。
7、进一步地,所述侧板整形机构包括第二升降机构以及水平且垂直于侧板输送机构的输送方向设置的整形板,所述整形板通过第二升降机构与横梁相连。
8、进一步地,所述第二升降机构为气压推杆或液压推杆,所述第二升降机构的缸体固定安装在横梁上,活塞杆端竖直向下设置并与整形板固定连接。
9、进一步地,所述第二升降机构至少设有两个。
10、进一步地,所述整形板的底部为向下弯曲的弧形面,所述弧形面的高度和长度比为0.015~0.02。
11、进一步地,所述整形板的两端与底部之间设有圆弧倒角。
12、采用了上述技术方案,本实用新型具有以下的有益效果:
13、(1)本实用新型通过设置侧板输送机构来传送及放置拼焊完成后的侧板,通过对称设于输送方向两侧的侧板定位机构对侧板的位置进行限定,从而保证侧板整形机构在下压时能够落在侧板定位机构所限定的侧板位置上,避免将侧板原有的表面压坏,从而对拼焊完成的侧板进行自动焊缝校正,避免侧板变形严重,影响后道工序的加工及成品的外观。
14、(2)本实用新型的机架不仅结构简洁,同时为侧板定位机构和侧板整形机构提供安装位置,整体组装方便。
15、(3)本实用新型采用气压或液压作为动力来控制侧板定位机构和侧板整形机构的升降运动,简化升降机构的结构,同时控制方便。
16、(4)本实用新型通过设置至少两个第二升降机构来控制整形板的上下移动,使得整形板的升降运动更加平稳,避免整形板由于尺寸较长而导致升降过程中倾斜,影响侧板校正结果。
17、(5)本实用新型的整形板的底部为略微向下弯曲的弧形面,使得侧板的中间受压程度略大于两侧,当校正结束后,侧板由于自身应力会略微发生变形回弹,提高侧板校正的平整度。
18、(6)本实用新型整形板两端与底部呈圆弧过度,避免侧板在校正时,由于中间受压导致两侧难免发生向上略微弯曲而导致与整形板的端部接触区域变形。
技术特征:
1.一种集装箱侧板焊缝校正机构,其特征在于:包括侧板输送机构以及沿侧板输送机构的传输方向平行且对齐设置的多个机架,所述机架上安装有可升降的且分别位于侧板输送机构下方和上方的侧板定位机构和侧板整形机构,所述侧板定位机构对称设于侧板输送机构的两端,所述侧板整形机构设于两个侧板定位机构的正上方之间。
2.根据权利要求1所述的集装箱侧板焊缝校正机构,其特征在于:所述机架包括固定设于侧板输送机构两侧的立柱,固定连接于两根立柱之间的横梁以及分别固定安装在两个立柱下部的支撑架。
3.根据权利要求2所述的集装箱侧板焊缝校正机构,其特征在于:所述侧板定位机构包括固定安装在支撑架上的第一升降机构,所述第一升降机构的输出端固定安装有与侧板的表面形状相适配的定位台。
4.根据权利要求3所述的集装箱侧板焊缝校正机构,其特征在于:所述支撑架沿长度方向设有通槽,所述第一升降机构为气缸或液压缸,所述第一升降机构的缸体固定设于支撑架的底部,活塞端竖直向上贯穿所述通槽并与定位台固定相连。
5.根据权利要求2所述的集装箱侧板焊缝校正机构,其特征在于:所述侧板整形机构包括第二升降机构以及水平且垂直于侧板输送机构的输送方向设置的整形板,所述整形板通过第二升降机构与横梁相连。
6.根据权利要求5所述的集装箱侧板焊缝校正机构,其特征在于:所述第二升降机构为气压推杆或液压推杆,所述第二升降机构的缸体固定安装在横梁上,活塞杆端竖直向下设置并与整形板固定连接。
7.根据权利要求6所述的集装箱侧板焊缝校正机构,其特征在于:所述第二升降机构至少设有两个。
8.根据权利要求5所述的集装箱侧板焊缝校正机构,其特征在于:所述整形板的底部为向下弯曲的弧形面,所述弧形面的高度和长度比为0.015~0.02。
9.根据权利要求5所述的集装箱侧板焊缝校正机构,其特征在于:所述整形板的两端与底部之间设有圆弧倒角。
技术总结
本技术公开了一种集装箱侧板焊缝校正机构,包括侧板输送机构以及沿侧板输送机构的传输方向平行且对齐设置的多个机架,所述机架上安装有可升降的且分别位于侧板输送机构下方和上方的侧板定位机构和侧板整形机构,所述侧板定位机构对称设于侧板输送机构的两端,所述侧板整形机构设于两个侧板定位机构的正上方之间。本技术通过设置侧板输送机构来传送及放置拼焊完成后的侧板,通过两侧的侧板定位机构对侧板的位置进行限定,从而保证侧板整形机构在下压时能够落在侧板定位机构所限定的侧板位置上,避免将侧板原有的表面压坏,从而对拼焊完成的侧板进行自动焊缝校正,避免侧板变形严重,影响后道工序的加工及成品的外观。
技术研发人员:蒋开,罗晨,王斐,吴凯,邓建春,高楚
受保护的技术使用者:常州朗道智能装备有限公司
技术研发日:20230518
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!