一种U型挂环冲孔加工工装的制作方法
本技术属于电力金具工装,具体涉及一种u型挂环冲孔加工工装。
背景技术:
1、u型挂环是架空输电线路主要的连接金具之一,u型挂环是以圆钢锻制而成,用途较广,可以单独使用,也可以两个金具串串装使用。u型挂环生产工艺包括棒材热处理、切边、冲孔、握弯、校正等,冲孔目前生产制造过程中主要是由工人手持切边后的中间产品采用压力机两端分两次冲孔,生产周期长、效率低;公告号为cn214488481u一种电力金具u型环生产用冲孔模具具有一次能同时冲二个孔的作用,然后将冲两端孔后中间产品握弯;以上现有的加工方法存在u型挂环两个孔不同心,甚至部分产品因同心度超差而报废。
技术实现思路
1、本实用新型为解决现有u型挂环加工过程中存在的生产效率低、两侧孔不同心的问题,提供一种u型挂环冲孔加工工装,本实用新型所述的一种u型挂环冲孔加工工装所适用的生产工艺依次为棒材热处理、切边、握弯、冲孔、校正,即本实用新型所述的一种u型挂环冲孔加工工装所冲孔的材料为握弯完成后的中间产品。
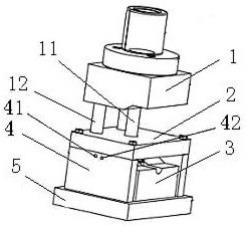
2、本实用新型所述的一种u型挂环冲孔加工工装,包括上模、上冲孔板、下冲孔板、下模板;所述上模的上表面与压力机滑块固定连接,上模的下表面中央固定设置冲头;所述下模板上设置有下料孔并固定在压力机工作台上,所述上冲孔板固定连接下模板并设置在下冲孔板的正上方,上冲孔板上设置有与冲头相对应的第一冲孔;所述下冲孔板固定设置在下模板的上表面上,下冲孔板上设置有放置u型挂环的定位凹槽和与冲头相对应的第二冲孔;所述上冲孔板和下冲孔板之间设置有用于第一冲孔冲出的下料推出装置。
3、所述下料推出装置为伸缩杆推出装置或吹气装置,吹气装置的气孔设置在固定于上冲孔板和下冲孔板之间的吹气板上,气孔的空气吹向第一冲孔冲出的下料并将其吹出。由于u型挂环两臂间距宽度有限,在保证上冲孔板厚度或强度的情况下(可采用第一冲孔上表面的外周设加强筋或加厚),留给第一冲孔冲出的下料推出的上下空间也有限,故下料推出装置在伸缩杆推出装置和吹气装置中优选采用吹气装置,当然伸缩杆推出装置也存在推出效果更稳定的优点。
4、优选的,所述压力机为伺服压力机并且压力机滑块下落过程设置为两级行程。
5、所述上冲孔板和下冲孔板之间还设置有下料感应器,用于感应第一冲孔冲出的下料是否被下料推出装置推出。
6、所述上模下表面固定设置有导柱,所述导柱置于冲孔板和下冲孔板上设置的导柱孔内。
7、本实用新型所述的一种u型挂环冲孔加工工装在使用时,将握弯后的u型挂环中间产品的其中一个臂放置在下冲孔板的定位凹槽内,另一个臂放置在上冲孔板上,即上冲孔板在u型挂环中间产品的两个臂之间;然后压力机滑块下落,冲头在上冲孔板处将u型挂环冲出第一个孔,第一个孔的下料被吹气板上的气孔吹离冲头下落位置;当下料感应器感应到下料被吹出后,压力机滑块继续下落,冲头在下冲孔板处将u型挂环冲出第二个孔,第二个孔的下料从下模板上的下料孔排出。
8、本实用新型所述的一种u型挂环冲孔加工工装既能提高u型挂环冲孔生产效率,又保证了u型挂环冲孔两侧孔的同心,提高了u型挂环冲孔加工质量。
技术特征:
1.一种u型挂环冲孔加工工装,包括上模、上冲孔板、下冲孔板、下模板;其特征是所述上模的上表面与压力机滑块固定连接,上模的下表面中央固定设置冲头;所述下模板上设置有下料孔并固定在压力机工作台上,所述上冲孔板固定连接下模板并设置在下冲孔板的正上方,上冲孔板上设置有与冲头相对应的第一冲孔;所述下冲孔板固定设置在下模板的上表面上,下冲孔板上设置有放置u型挂环的定位凹槽和与冲头相对应的第二冲孔;所述上冲孔板和下冲孔板之间设置有用于第一冲孔冲出的下料推出装置。
2.根据权利要求1所述一种u型挂环冲孔加工工装,其特征是所述下料推出装置为伸缩杆推出装置或吹气装置,所述吹气装置的气孔设置在固定于上冲孔板和下冲孔板之间的吹气板上,气孔的空气吹向第一冲孔冲出的下料并将其吹出。
3.根据权利要求1所述一种u型挂环冲孔加工工装,其特征是所述压力机为伺服压力机并且压力机滑块下落过程设置为两级行程。
4.根据权利要求1所述一种u型挂环冲孔加工工装,其特征是所述上冲孔板和下冲孔板之间还设置有下料感应器,用于感应第一冲孔冲出的下料是否被下料推出装置推出。
5.根据权利要求1所述一种u型挂环冲孔加工工装,其特征是所述上模下表面固定设置有导柱,所述导柱置于冲孔板和下冲孔板上设置的导柱孔内。
技术总结
本技术提供一种U型挂环冲孔加工工装,包括上模、上冲孔板、下冲孔板、下模板;所述上模的上表面与压力机滑块固定连接,上模的下表面中央固定设置冲头;所述下模板上设置有下料孔并固定在压力机工作台上,所述上冲孔板固定连接下模板并设置在下冲孔板的正上方,上冲孔板上设置有与冲头相对应的第一冲孔;所述下冲孔板固定设置在下模板的上表面上,下冲孔板上设置有放置U型挂环的定位凹槽和与冲头相对应的第二冲孔;所述上冲孔板和下冲孔板之间设置有用于第一冲孔冲出的下料推出装置。本技术既能提高U型挂环冲孔生产效率,又保证了U型挂环冲孔两侧孔的同心。
技术研发人员:静丰羽,周栓红,齐奥飞,吉宏真,王培青
受保护的技术使用者:中国电建集团河南电力器材有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!