一种多工位型材液压冲孔、裁断设备的制作方法
本技术涉及型材自动冲孔、切断领域,具体地公开了一种多工位型材液压冲孔、裁断设备。
背景技术:
1、当前数控冲压机床大多床身较短,加工型材时不能通过一次装夹完成所有孔加工,并且只能同时对工件的一个面加工,多工位冲床虽然经一次装夹能加工出多个孔来,但只能对型材的一个面进行加工,而且其并列排布的冲孔装置占据的空间较大,完成型材空间三维表面加工,需要三次翻转定位装夹、冲裁完成,显然会大大降低加工效率及孔间位置精度;有的多工位液压冲装置虽然一次装夹可以加工三维立体面,但是型材后段孔位的加工无法实现,导致剩余很多尾料。
2、在实际加工过程中,当c型钢、角钢或几型钢需要剪切、冲孔等加工时,一般需要多道工序,即先通过下料冲床将型钢进行定尺切断,再将切断后的型钢放置在冲孔冲床上,由于型钢需要不断地在下料冲床和冲孔冲床之间周转,增加了多道工序,从而降低了生产效率,此外增加多个定位基准,精度不准。
技术实现思路
1、本实用新型为了解决现有技术存在的缺点,公开了多工位型材液压冲孔、裁断设备,可以在一个机床上实现多个工位的液压冲孔以及裁断。
2、本实用新型采用的技术方案如下:
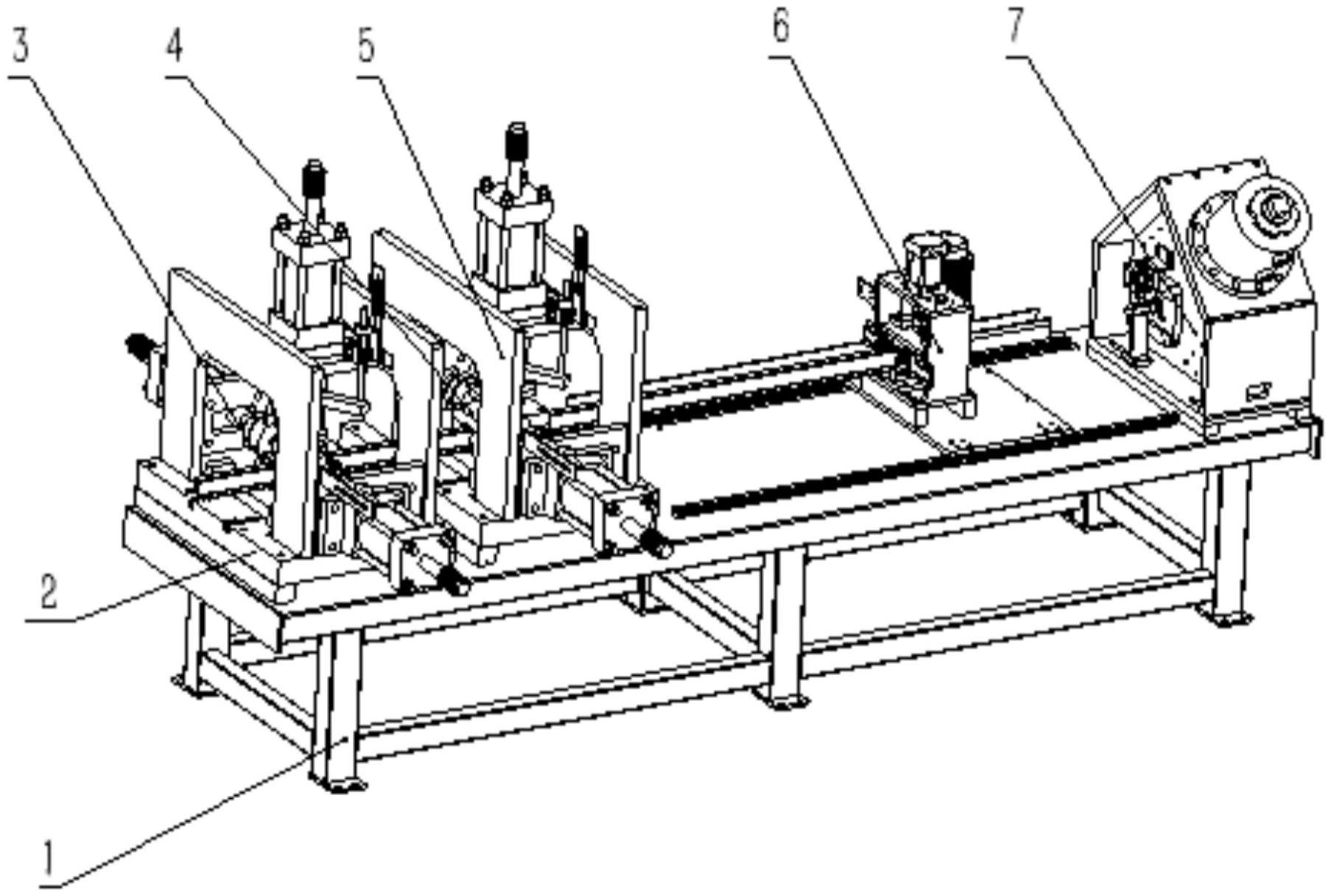
3、一种多工位型材液压冲孔、裁断设备,包括机架、第一冲孔组件、第一模具组件、二次拉料装置、裁断装置;所述的第一冲孔组件通过第一龙门架安装在机架上,第一模具组件安装在第一龙门架内,与第一冲孔组件配合实现冲孔;二次拉料装置安装在第一模具组件与裁断装置之间,完成工件剩余尾料段的定位夹紧动作;裁断装置安装在机架上,实现对型材的切断。
4、作为进一步的技术方案,所述的第一冲孔组件包括三个第一液压冲孔装置,分别安装在第一龙门架的顶部和两个相对的侧部。
5、作为进一步的技术方案,在第一模具组件上还安装有导向板,对第一冲孔组件的冲孔方向进行导向。
6、作为进一步的技术方案,所述的第一冲孔组件可设置多个,第一模具组件的数量与第一冲孔组件相等。
7、作为进一步的技术方案,每个第一冲孔组件上均安装有限位装置。
8、作为进一步的技术方案,所述的限位装置包括固定在龙门架上的限位开关以及随着第一冲孔组件的活塞杆一起伸缩的感应件。
9、作为进一步的技术方案,所述的二次拉料装置可沿着机架长度方向移动。
10、作为进一步的技术方案,所述的二次拉料装置包括支撑架,在所述的支撑架上安装导向装置和夹紧装置。
11、作为进一步的技术方案,所述的二次拉料装置由伺服电机驱动其在机架上移动。
12、作为进一步的技术方案,所述的裁断装置包括动刀和定刀;所述的动刀由倾斜设置的液压缸驱动,定刀固定不动,动刀和定刀错位切断。
13、本实用新型的有益技术效果如下:
14、本实用新型通过设置第一冲孔组件,配合第一模具组件、二次拉料装置、裁切组件等共同完成对型材多工位的冲孔裁断,即在同一流水线上完成了对型材的冲孔和裁断,减少了型材需要周转的工序,提高了生产效率,设备一次装夹大大提高工件冲孔和裁断精度。且二次拉料装置伺服定位可移动,精准度高,完成工件后段孔位加工,无尾料,依照加工程序实现等距、不等距自动定长进给送料。
15、在第一冲孔组件还安装有限位装置,对第一冲孔组件的冲孔距离进行限位。
技术特征:
1.一种多工位型材液压冲孔、裁断设备,其特征在于,包括机架、第一冲孔组件、第一模具组件、二次拉料装置、裁断装置;所述的第一冲孔组件通过第一龙门架安装在机架上,第一模具组件安装在第一龙门架内,与第一冲孔组件配合实现冲孔;二次拉料装置安装在第一模具组件与裁断装置之间,完成工件剩余尾料段的定位夹紧动作;裁断装置安装在机架上,实现对型材的切断。
2.如权利要求1所述的多工位型材液压冲孔、裁断设备,其特征在于,所述的第一冲孔组件包括三个第一液压冲孔装置,分别安装在第一龙门架的顶部和两个相对的侧部。
3.如权利要求1所述的多工位型材液压冲孔、裁断设备,其特征在于,在第一模具组件上还安装有导向板,对第一冲孔组件的冲孔方向进行导向。
4.如权利要求1所述的多工位型材液压冲孔、裁断设备,其特征在于,所述的第一冲孔组件可设置多个,第一模具组件的数量与第一冲孔组件相等。
5.如权利要求4所述的多工位型材液压冲孔、裁断设备,其特征在于,每个第一冲孔组件上均安装有限位装置。
6.如权利要求5所述的多工位型材液压冲孔、裁断设备,其特征在于,所述的限位装置包括固定在龙门架上的限位开关以及随着第一冲孔组件的活塞杆一起伸缩的感应件。
7.如权利要求1所述的多工位型材液压冲孔、裁断设备,其特征在于,所述的二次拉料装置可沿着机架的长度方向移动。
8.如权利要求1所述的多工位型材液压冲孔、裁断设备,其特征在于,所述的二次拉料装置包括支撑架,在所述的支撑架上安装导向装置和夹紧装置。
9.如权利要求1所述的多工位型材液压冲孔、裁断设备,其特征在于,所述的二次拉料装置由伺服电机驱动其在机架上移动。
10.如权利要求1所述的多工位型材液压冲孔、裁断设备,其特征在于,所述的裁断装置包括动刀和定刀;所述的动刀由倾斜设置的液压缸驱动,定刀固定不动,动刀和定刀错位切断。
技术总结
本技术涉及型材冲孔、切断领域,公开了一种多工位型材液压冲孔、裁断设备,包括机架、第一冲孔组件、第一模具组件、第二冲孔组件、第二模具组件、二次拉料装置、裁断装置。所述的第一冲孔组件和第二冲孔组件通过龙门架安装在机架,每个龙门架上侧、左侧、右侧根据冲孔需要分别安装液压装置;所述的第一模具组件和第二模具组件通过模芯底座分别安装在龙门架底板;所述的二次拉料装置伺服控制沿导轨可移动,完成工件剩余尾料段的定位夹紧动作;所述的裁断装置为液压控制,动刀和定刀错位切断,无舍料。
技术研发人员:李广君,冯显英,李彬,马现峰
受保护的技术使用者:山东金博利达精密机械有限公司
技术研发日:20230522
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!