一种带有合模定位杆的冲压模具的制作方法
本技术涉及冲压模具,具体为一种带有合模定位杆的冲压模具。
背景技术:
1、冲压模具是一种用于金属加工快速成型的模具,它主要是通过上下模具合模时挤压成型的方式来快速的进行冲压成型,由于其高效且快速的生产率已经使其成为模具加工成型的主流之一,但是现有的冲压模具在使用时还是存在一定的问题,如当上下模具之间出现偏移或者在冲压时由于合模时的震动力导致偏移时均会导致加工成型失败,虽然现有技术中已经提出了带有定位杆的冲压模具,但是在使用时,往往只能在合模的时间段进行定位,而如果上模具在移动安装时出现偏移的话,在进行合模时定位杆不仅不能起到定位的效果,甚至还有可能存在安全隐患,为此,我们提出一种带有合模定位杆的冲压模具。
技术实现思路
1、本实用新型的目的在于提供一种带有合模定位杆的冲压模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
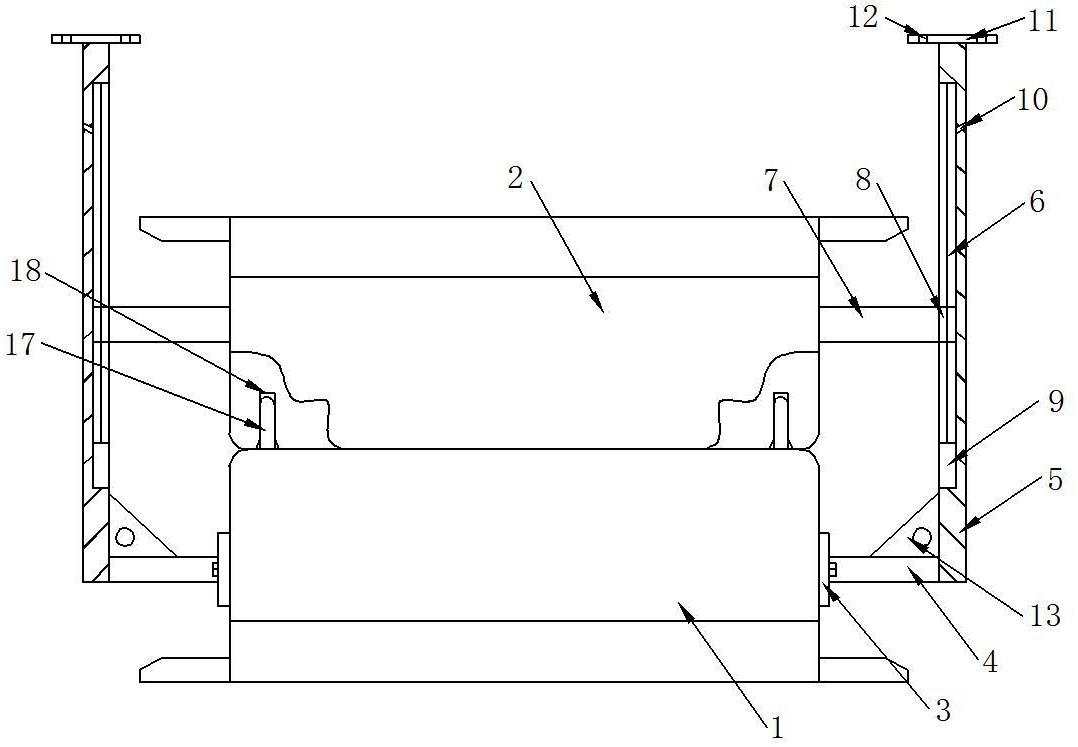
3、一种带有合模定位杆的冲压模具,包括下模组件,下模组件的顶部设置有上模组件,下模组件的左右两侧中部均设置有连接板,连接板远离下模组件的一端均设置有横杆,横杆远离连接板的一端均竖向设置有竖杆,竖杆的相对面均设置有t型滑槽,上模组件的左右两侧中部均设置有定位杆,定位杆远离上模组件的一端均设置有与t型滑槽相配合的t型滑块,竖杆的顶部均设置有固定板,固定板的左右两侧均竖向贯穿设置有固定孔,下模组件的顶部左右两侧中部均设置有定位杆一,上模组件的底部左右两侧中部对应定位杆一的位子均设置有与定位杆一相匹配的定位孔,定位杆一的顶部均设置有半圆形接触头,定位孔的底部均设置有弧形倒角。
4、进一步的:竖杆的相对面底部均设置有与t型滑块相匹配的安装口,且安装口的顶部与t型滑槽的底部连通,竖杆的相背面顶部均连通t型滑槽设置有通孔,且通孔均倾斜四十五度设置。
5、进一步的:连接板的前后端面均横向贯穿设置有螺纹孔,且下模组件的左右两侧中部均设置有与螺纹孔相匹配的内螺纹连接孔,连接板均通过相匹配的螺纹孔与内螺纹连接孔由螺栓活动连接下模组件。
6、进一步的:横杆的顶部远离下模组件的一端均设置有三角形加固板,三角形加固板远离横杆的一端均与竖杆的底部靠近横杆的一端固定焊接。
7、进一步的:定位孔由上到下的长度大于定位杆一由上到下的长度,且定位孔的内腔顶部均设置有橡胶缓冲块,定位杆一的顶部均与橡胶缓冲块的底部贴合连接。
8、进一步的:横杆与竖杆设置为一体成型结构,且横杆与竖杆之间的夹角设置为九十度,横杆与连接板之间固定焊接。
9、与现有技术相比,本实用新型的有益效果是:
10、该带有合模定位杆的冲压模具,首先下模组件与上模组件在进行初次的安装合模时,定位杆一与定位孔的配合,可确保后续在安装时下模组件与上模组件之间是精准对位的,而在定位杆一的顶部设置了半圆形接触头,在定位孔的底部设置了弧形倒角,这样设置可减少在减少顿挫感,增加合模时的流畅感,然后在上模组件进行上下移动时,会通过定位杆带动t型滑块在竖杆上的t型滑槽内进行上下移动,这样可起到二次定位的效果,同时也能避免在安装时上模组件发生偏移,而这样设置不仅能增加下模组件与上模组件合模时的精准度,同时又能起到导向的作用。
技术特征:
1.一种带有合模定位杆的冲压模具,包括下模组件(1),所述下模组件(1)的顶部设置有上模组件(2),其特征在于:所述下模组件(1)的左右两侧中部均设置有连接板(3),所述连接板(3)远离下模组件(1)的一端均设置有横杆(4),所述横杆(4)远离连接板(3)的一端均竖向设置有竖杆(5),所述竖杆(5)的相对面均设置有t型滑槽(6),所述上模组件(2)的左右两侧中部均设置有定位杆(7),所述定位杆(7)远离上模组件(2)的一端均设置有与t型滑槽(6)相配合的t型滑块(8),所述竖杆(5)的顶部均设置有固定板(11),所述固定板(11)的左右两侧均竖向贯穿设置有固定孔(12),所述下模组件(1)的顶部左右两侧中部均设置有定位杆一(17),所述上模组件(2)的底部左右两侧中部对应定位杆一(17)的位子均设置有与定位杆一(17)相匹配的定位孔(18),所述定位杆一(17)的顶部均设置有半圆形接触头(19),所述定位孔(18)的底部均设置有弧形倒角(20)。
2.根据权利要求1所述的一种带有合模定位杆的冲压模具,其特征在于: 所述竖杆(5)的相对面底部均设置有与t型滑块(8)相匹配的安装口(9),且安装口(9)的顶部与t型滑槽(6)的底部连通,所述竖杆(5)的相背面顶部均连通t型滑槽(6)设置有通孔(10),且通孔(10)均倾斜四十五度设置。
3.根据权利要求1所述的一种带有合模定位杆的冲压模具,其特征在于: 所述连接板(3)的前后端面均横向贯穿设置有螺纹孔(15),且下模组件(1)的左右两侧中部均设置有与螺纹孔(15)相匹配的内螺纹连接孔(14),所述连接板(3)均通过相匹配的螺纹孔(15)与内螺纹连接孔(14)由螺栓(16)活动连接下模组件(1)。
4.根据权利要求1所述的一种带有合模定位杆的冲压模具,其特征在于: 所述横杆(4)的顶部远离下模组件(1)的一端均设置有三角形加固板(13),所述三角形加固板(13)远离横杆(4)的一端均与竖杆(5)的底部靠近横杆(4)的一端固定焊接。
5.根据权利要求1所述的一种带有合模定位杆的冲压模具,其特征在于:所述定位孔(18)由上到下的长度大于定位杆一(17)由上到下的长度,且定位孔(18)的内腔顶部均设置有橡胶缓冲块,所述定位杆一(17)的顶部均与橡胶缓冲块的底部贴合连接。
6.根据权利要求1所述的一种带有合模定位杆的冲压模具,其特征在于:所述横杆(4)与竖杆(5)设置为一体成型结构,且横杆(4)与竖杆(5)之间的夹角设置为九十度,所述横杆(4)与连接板(3)之间固定焊接。
技术总结
本技术公开了冲压模具技术领域的一种带有合模定位杆的冲压模具,包括下模组件,下模组件的顶部设置有上模组件,下模组件的左右两侧中部均设置有连接板,连接板远离下模组件的一端均设置有横杆,横杆远离连接板的一端均竖向设置有竖杆,竖杆的相对面均设置有T型滑槽;定位杆一与定位孔的配合,可确保后续在安装时下模组件与上模组件之间是精准对位的,然后在上模组件进行上下移动时,会通过定位杆带动T型滑块在竖杆上的T型滑槽内进行上下移动,这样可起到二次定位的效果,同时也能避免在安装时上模组件发生偏移,而这样设置不仅能增加下模组件与上模组件合模时的精准度,同时又能起到导向的作用。
技术研发人员:邹绪萍
受保护的技术使用者:苏州沐鑫辰精密机械有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!