一种异形电极工装的制作方法
本技术涉及凸焊机电极工装,具体涉及一种异形电极工装。
背景技术:
1、凸焊机是一种实现焊件凸焊工艺的设备,主要采用气动加压,轴承导向,通过控制上、下电极分别与焊件表面接触并通电加热,然后压塌完成焊点的过程,其焊接程序由微机控制箱自动控制。具有焊点位置灵活,电极随动性好的特点,被广泛应用在汽配等机械零部件的多点凸焊和点焊上。
2、但在凸焊过程中,凸焊机经常会出现焊接不稳定,焊点与预设凸点发生偏移的情况,导致焊接精准度低,影响焊件后续生产流程。同时现有的凸焊机只能针对工件形状较规则的部分进行凸焊,无法适用于多种形状结构的工件凸焊。
3、因此,为了解决现有的凸焊机在凸焊时稳定性差,导致焊接焊点精准度较低,且无法适用于多种工件结构的问题,现在需要提供一种异形电极工装。
技术实现思路
1、本实用新型意在提供一种异形电极工装,以解决现有的凸焊机在凸焊时精准度不够的问题。
2、为达到上述目的,本实用新型采用如下技术方案:
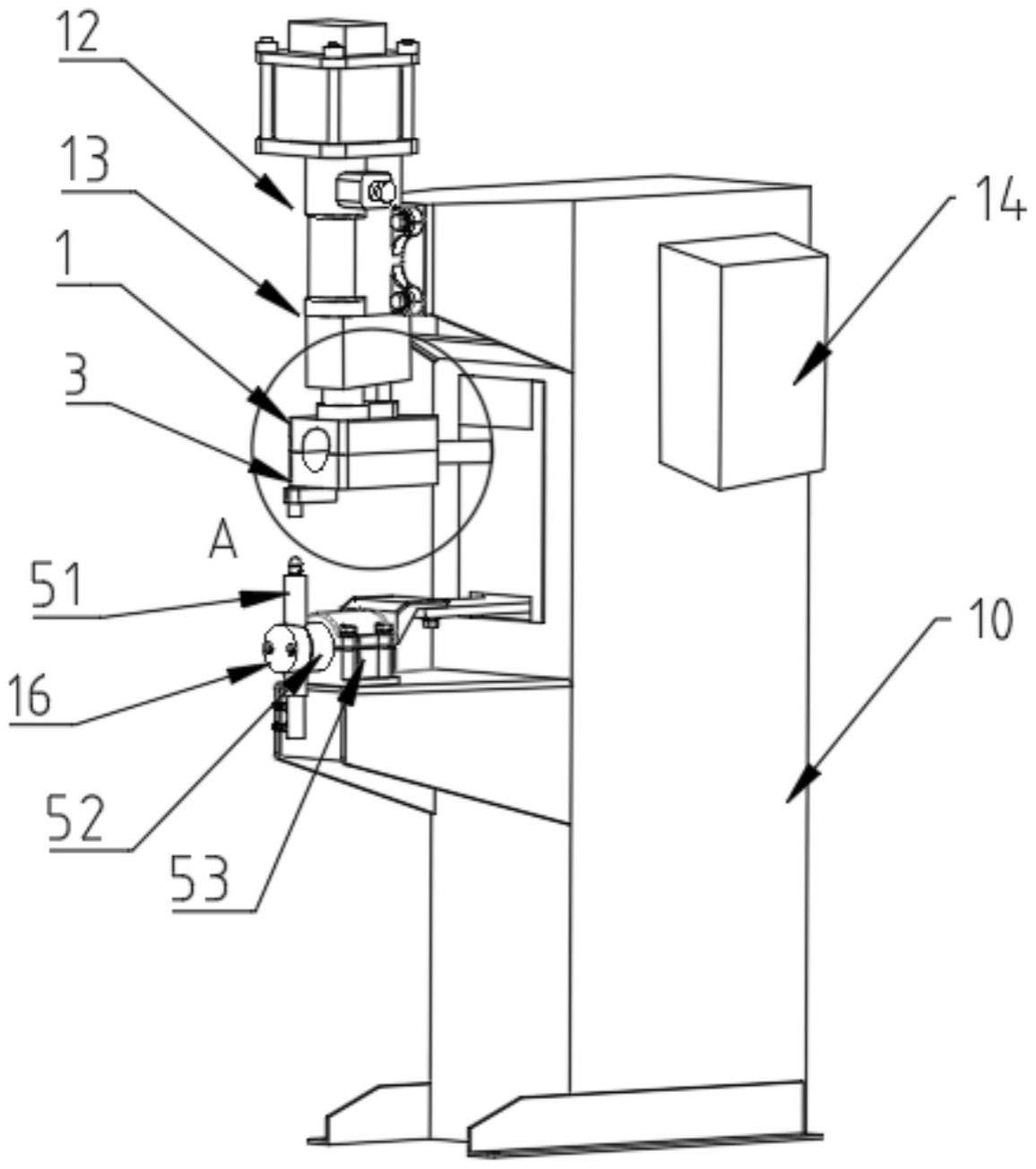
3、本实用新型主要用于通过改进上电极杆与焊机的连接方式,将电极杆的受力方向改为垂直受力,进而提升电极强度,以此提高上电极杆在冲压时的稳定性,进而提高焊接精准度,保证焊件焊接的一致性,同时也能够适用于如零件内侧壁等异形结构的凸焊。具体为提供一种异形电极工装,包括凸焊机机身,机身前端设有上电极杆组件和下电极杆组件,上电极杆组件包括固定件和电极焊接结构,所述电极焊接结构设于固定件下端;所述电极焊接结构包括结构与固定件对称的底座,所述底座设于所述固定件正下方;所述底座高度为60mm;所述底座下方水平设有电极安装板,所述电极安装板包括电极部和连接部,所述连接部设于所述电极安装板下方,所述电极部设于电极安装板外侧;在电极部前端垂直设有电极杆,在电极部内部设有两条通孔,所述通孔与所述电极杆连通。
4、本方案的原理及优点是:
5、现有技术中的凸焊机,主要由机身、焊接变压器、压力传动装置以及微机控制器等组成。而现在用于凸焊机上的焊接端头一般包括呈杆状结构的上电极杆和下电极杆,如附图1所示,上电极杆和下电极杆分别通过电极臂固定在凸焊机的固定件前端,固定件再与压力传动装置连接,从而控制上电极杆上下移动,与下电极杆接触完成凸焊。因此上电极杆与下电极杆是否精准对接成为提高凸焊精准度的关键。对此发明人采用过各种精度测量仪器来调节上电极杆和下电极杆的位置精准度,但还是发现即使对位的精度再高还是会出现凸焊错位的情况。
6、而在经过多次试验后,发明人发现,由于现在焊接端头都是通过气动压力的方式控制上电极杆移动,而气动压力的冲压力度较大,电极臂的强度又较低,导致在电极臂的作用下,上电极杆会受到一个侧向力,导致上电极杆在向下冲压的瞬间向前发生偏移,使得上电极杆不稳定,从而在接触的瞬间发生错位,导致上电极杆的稳定性差,使焊点偏移焊接不一致。但由于电极杆在凸焊时还需要冷却水进行降温,而冷却水通过电极臂上的水路输送,导致电极臂成为现有凸焊机中不可或缺的一部分。
7、同时,现有的凸焊机因为焊接端头结构原因,只能针对平面结构进行凸焊,接触不到异型结构工件表面,导致无法对异形结构进行凸焊作业,操作非常不便。
8、而本申请通过通孔直接作为双回路冷却水管道,使其与电极安装板设为一体,从而可直接取消现有技术中必须的电极臂结构,同时通过电极焊接结构整体改变电极杆与焊机的连接方式,使电极杆从现有的侧向受力改为完全垂直受力,使电极焊接结构整体强度提升,提升稳定性,从而可提高电极杆的电极强度,进而提高焊接精准度。同时通过电极焊接结构还可对异形结构进行凸焊,适用性更广。
9、同时,底座与固定件的结构对称,进一步确保垂直受力方向,保证底座的稳定性,且通过设置底座的高度,提升底座的强度,进而提升电极强度。同时在底座下端直接设置电极安装板,通过电极安装板直接与电极杆连接,保证电极杆受力稳定,进一步保证电极杆在下降时不会发生偏移,保证焊接精准度。
10、进一步的,电极部整体为梯形结构,电极部宽头端与所述连接部前端连接,尖头端伸出所述电极安装板,并位于电极安装板外侧。保证电极杆垂直方向受力,提高稳定性。
11、进一步的,在电极部前端设有电极安装孔,所述电极杆设于所述电极安装孔内;两条所述通孔贯穿所述电极安装孔,形成回路。通过通孔直接代替原有的冷却水管道,进而可直接替代电极臂结构,提高电极杆稳定性的同时,提升冷却效果,减少水管脱落或爆裂等情况,使用更稳定安全。
12、进一步的,两条通孔上下并列设于所述电极部内,两条通孔末端延伸至所述连接部的前端。在连接部的两侧壁上还分别设有两个控制阀,控制阀分别与上下通孔连接。便于与高压管连接,同时有效控制冷却水的流通,保证冷却效果。
13、进一步的,所述电极部的下端面为倾斜面,使电极部的尖头端高度低于其宽头端的高度。所述电极部长度为75mm;其尖头端高度为41mm;宽头端的高度为50mm。减少电极部的受力影响,保证电极杆的稳定性。
14、进一步的,所述底座长度为175mm,宽度为150mm。所述连接部的长度为185mm,宽为90mm,高度为50mm。保证与固定件的连接稳定性,同时增加底座强度,减少受力干扰,确保垂直受力。
15、进一步的,两条所述通孔之间的中心距为11mm,通孔的直径为5mm。使通孔能承受高压水管的冲击力,同时保证冷却效果。
技术特征:
1.一种异形电极工装,包括凸焊机机身,机身前端设有上电极杆组件和下电极杆组件,其特征在于:上电极杆组件包括固定件和电极焊接结构,所述电极焊接结构设于固定件下端;所述电极焊接结构包括结构与固定件对称的底座,所述底座设于所述固定件正下方;所述底座高度为60mm;所述底座下方水平设有电极安装板,所述电极安装板包括电极部和连接部,连接部设于所述电极安装板下方,所述电极部设于电极安装板外侧;在电极部前端垂直设有电极杆,在电极部内部设有两条通孔,所述通孔与所述电极杆连通。
2.根据权利要求1所述的一种异形电极工装,其特征在于:电极部整体为梯形结构,电极部宽头端与所述连接部前端连接,尖头端伸出所述电极安装板,并位于电极安装板外侧。
3.根据权利要求1所述的一种异形电极工装,其特征在于:在电极部前端设有电极安装孔,所述电极杆设于所述电极安装孔内;两条通孔贯穿所述电极安装孔,形成回路。
4.根据权利要求3所述的一种异形电极工装,其特征在于:两条通孔上下并列设于所述电极部内,两条通孔末端延伸至连接部的前端。
5.根据权利要求4所述的一种异形电极工装,其特征在于:在连接部的两侧壁上还分别设有两个控制阀,控制阀分别与上下通孔连接。
6.根据权利要求2所述的一种异形电极工装,其特征在于:电极部的下端面为倾斜面,使电极部的尖头端高度低于其宽头端的高度。
7.根据权利要求6所述的一种异形电极工装,其特征在于:所述电极部长度为75mm;其尖头端高度为41mm;宽头端的高度为50mm。
8.根据权利要求1所述的一种异形电极工装,其特征在于:底座长度为175mm,宽度为150mm。
9.根据权利要求1所述的一种异形电极工装,其特征在于:连接部的长度为185mm,宽为90mm,高度为50mm。
10.根据权利要求1所述的一种异形电极工装,其特征在于:两条通孔之间的中心距为11mm,通孔的直径为5mm。
技术总结
本技术涉及凸焊机电极工装技术领域,具体公开了一种异形电极工装,包括上电极杆组件包括固定件和电极焊接结构,所述电极焊接结构设于固定件下端;电极焊接结构包括结构与固定件对称的底座,所述底座设于所述固定件正下方;所述底座高度为60mm;底座下方水平设有电极安装板,电极安装板包括电极部和连接部,连接部设于所述电极安装板下方,电极部设于电极安装板外侧;在电极部前端垂直设有电极杆,在电极部内部设有两条通孔,所述通孔与所述电极杆连通。本申请使电极杆从侧向受力改为垂直受力,避免电极杆在向下冲压时因受力方向影响发生偏移,提高电极焊接时的一致性,保证焊接精准度,同时能够满足异形工件的凸焊需求。
技术研发人员:罗杨
受保护的技术使用者:重庆至信实业集团有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!