一种阀体的铣削夹具架的制作方法
本技术涉及阀门生产领域,具体涉及一种阀体的铣削夹具架。
背景技术:
1、阀门是用来开闭管路、控制流向、调节和控制输送介质的参数(温度、压力和流量)的管路附件。根据其功能,可分为关断阀、止回阀、调节阀等。
2、阀门是流体输送系统中的控制部件,具有截止、调节、导流、防止逆流、稳压、分流或溢流泄压等功能。用于流体控制系统的阀门,从最简单的截止阀到极为复杂的自控系统中所用的各种阀门,其品种和规格相当繁多。阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。
3、 工程专用的阀门其加工精度要求较高,在安装阀杆的阀体上端口车削精度基本要达到0.08 的车削精度,如图 1 所示,此为阀门的阀体零件,装配精度较高,在一体铸造成型后,还要对其车削加工和铣削加工,车削端面利用如图 1 所示的轴类夹持夹具即可,洗削需要加工阀体的孔内径面,轴类夹持夹具就无法固定在加工中心的台面上,并且,加工中心如果一次只铣削一个零件的话,工人要不断的上下夹持零件,效率较慢,所以需要设计一种可夹持多个阀体的夹具架,使其一次对刀完成多个零件的加工。
技术实现思路
1、为解决上述技术问题,本实用新型的目的在于提供一种阀体的铣削夹具架,方便夹持多个阀体进行铣削加工,提高加工效率,降低工人需要不断装夹阀体的繁琐工作量。
2、为了实现上述目的,本实用新型的技术方案如下:
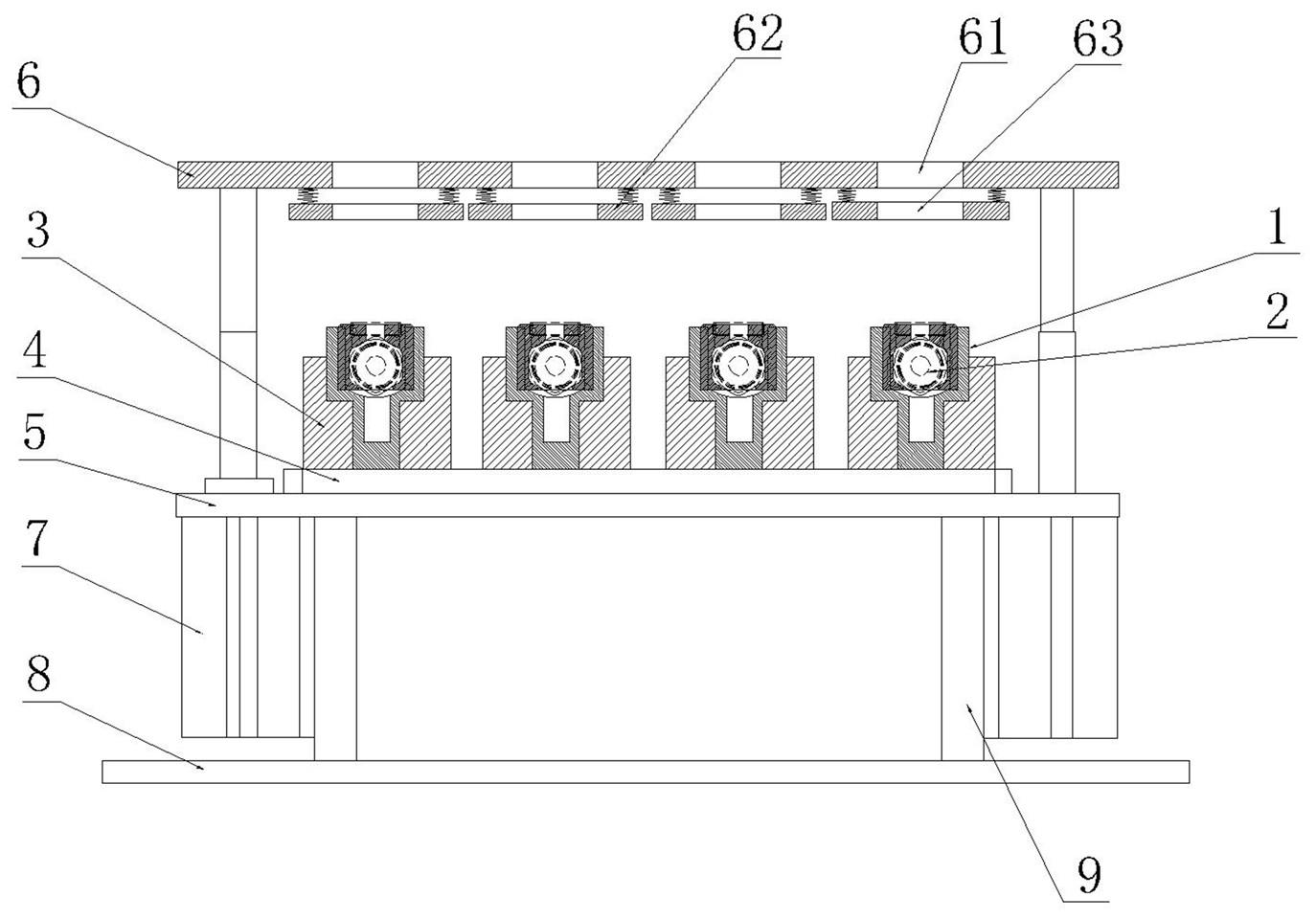
3、一种阀体的铣削夹具架,包括阀体夹具、夹具支撑套、套底座、下压部件、下压气缸和底座板,所述下压气缸固定在底座板上,其底座板可拆卸式安装在加工中心台面上,在底座板上设有至少四个下压气缸,下压气缸的缸轴穿过套底座连接着最上方的下压部件,在套底座与底座板之间设有支撑柱,所述夹具支撑套安装在套底座上,且夹具支撑套纵横等间距的排列在套底座上,其阀体夹具安装在每一个夹具支撑套内,在下压部件的端面上设有纵横等间距排列的加工孔,其加工孔对着每一个夹具支撑套,且加工孔的直径大于夹具支撑套的直径。
4、 进一步的,阀体夹具包括外夹具和内夹具,外夹具分为上夹持体和下轴体,上夹持体内呈空心柱状且上端开口,在上夹持体的前后两侧壁上还开设有 u 形槽口,内夹具嵌在上夹持体内。
5、 进一步的,所述内夹具由左芽和右芽组成一个可拆卸的圆柱状,阀体嵌在左芽和右芽的内孔中,其阀体的上连接端冒出左芽和右芽的顶部之外,内夹具紧密配合的嵌在上夹持体内后,其阀体的左连接端和右连接端分别处于两个 u 形槽口内卡紧。
6、进一步的,所述夹具支撑套为上粗下细的轴套形状,外夹具的上夹持体和下轴体安装在夹具支撑套内,其上夹持体的上端伸出夹具支撑套上端。
7、进一步的,加工孔的直径大于左芽和右芽中间形成的内孔直径,但小于内夹具的外圆直径。
8、进一步的,在加工孔的下方设有悬挂在下压部件上的弹性压板,弹性压板通过弹性连接件安装在下压部件上,弹性压板上设有与加工孔同轴的通孔。
9、以上设计与现有技术相比的有益效果是:阀体属于异形零件,不方便铣床加工的夹持,因此设计了该夹具架,既可以固定住阀体方便铣床的加工头从上往下深入阀口内加工,也方便一次性固定多个阀体,使得铣床一次对刀完成多个阀体的加工,增加加工生产的效率。夹具结构简单,装配快速,方便夹持,属于阀体的专用工装夹具,方便阀体的高精度铣削加工。
技术特征:
1.一种阀体的铣削夹具架,其特征在于:包括阀体夹具、夹具支撑套、套底座、下压部件、下压气缸和底座板,所述下压气缸固定在底座板上,其底座板可拆卸式安装在加工中心台面上,在底座板上设有至少四个下压气缸,下压气缸的缸轴穿过套底座连接着最上方的下压部件,在套底座与底座板之间设有支撑柱,所述夹具支撑套安装在套底座上,且夹具支撑套纵横等间距的排列在套底座上,其阀体夹具安装在每一个夹具支撑套内,在下压部件的端面上设有纵横等间距排列的加工孔,其加工孔对着每一个夹具支撑套,且加工孔的直径大于夹具支撑套的直径。
2.根据权利要求1所述的一种阀体的铣削夹具架,其特征在于:阀体夹具包括外夹具和内夹具,外夹具分为上夹持体和下轴体,上夹持体内呈空心柱状且上端开口,在上夹持体的前后两侧壁上还开设有u形槽口,内夹具嵌在上夹持体内。
3.根据权利要求2所述的一种阀体的铣削夹具架,其特征在于:所述内夹具由左芽和右芽组成一个可拆卸的圆柱状,阀体嵌在左芽和右芽的内孔中,其阀体的上连接端冒出左芽和右芽的顶部之外,内夹具紧密配合的嵌在上夹持体内后,其阀体的左连接端和右连接端分别处于两个u形槽口内卡紧。
4.根据权利要求2所述的一种阀体的铣削夹具架,其特征在于:所述夹具支撑套为上粗下细的轴套形状,外夹具的上夹持体和下轴体安装在夹具支撑套内,其上夹持体的上端伸出夹具支撑套上端。
5.根据权利要求3所述的一种阀体的铣削夹具架,其特征在于:加工孔的直径大于左芽和右芽中间形成的内孔直径,但小于内夹具的外圆直径。
6.根据权利要求5所述的一种阀体的铣削夹具架,其特征在于:在加工孔的下方设有悬挂在下压部件上的弹性压板,弹性压板通过弹性连接件安装在下压部件上,弹性压板上设有与加工孔同轴的通孔。
技术总结
本技术涉及阀门的生产领域,具体涉及一种阀体的铣削夹具架,包括阀体夹具、夹具支撑套、套底座、下压部件、下压气缸和底座板,下压气缸固定在底座板上,在底座板上设有至少四个下压气缸,下压气缸的缸轴穿过套底座连接着最上方的下压部件,在套底座与底座板之间设有支撑柱,夹具支撑套安装在套底座上,其阀体夹具安装在每一个夹具支撑套内,在下压部件的端面上设有纵横等间距排列的加工孔,其加工孔对着每一个夹具支撑套,且加工孔的直径大于夹具支撑套的直径。该夹具架,既可以固定住阀体方便铣床的加工头从上往下深入阀口内加工,也方便一次性固定多个阀体,使得铣床一次对刀完成多个阀体的加工,增加加工生产的效率。
技术研发人员:杨昌明
受保护的技术使用者:营山鑫磊阀门制造有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!