排气制动阀阀体轴孔加工夹具的制作方法
本技术属于加工夹具,更具体地说,特别涉及排气制动阀阀体轴孔加工夹具。
背景技术:
1、排气制动阀是一个辅助制动器,是汽车行车制动器的必要补充,排气制动阀将发动机作为一个空气压缩机使用而产生制动力矩从而对汽车产生减速作用,在排气制动阀阀体轴孔加工作业时,为保证轴孔加工精度,减少残次品,需要通过夹具对排气制动阀阀体进行固定。
2、现有类似的排气制动阀阀体轴孔加工夹具在使用时,对阀体固定所需占比时间较长,比较影响阀体轴孔加工效率,并且在阀体轴孔加工过程中,阀体极易发生歪斜,导致轴孔加工部位发生细微偏移,影响阀体轴孔加工精度。
技术实现思路
1、为了解决上述技术问题,本实用新型提供排气制动阀阀体轴孔加工夹具,以解决现有类似排气制动阀阀体轴孔加工夹具在使用时,对阀体固定所需占比时间较长,比较影响阀体轴孔加工效率,并且在阀体轴孔加工过程中,阀体极易发生歪斜,导致轴孔加工部位发生细微偏移,影响阀体轴孔加工精度的问题。
2、本实用新型排气制动阀阀体轴孔加工夹具的目的与功效,由以下具体技术手段所达成:
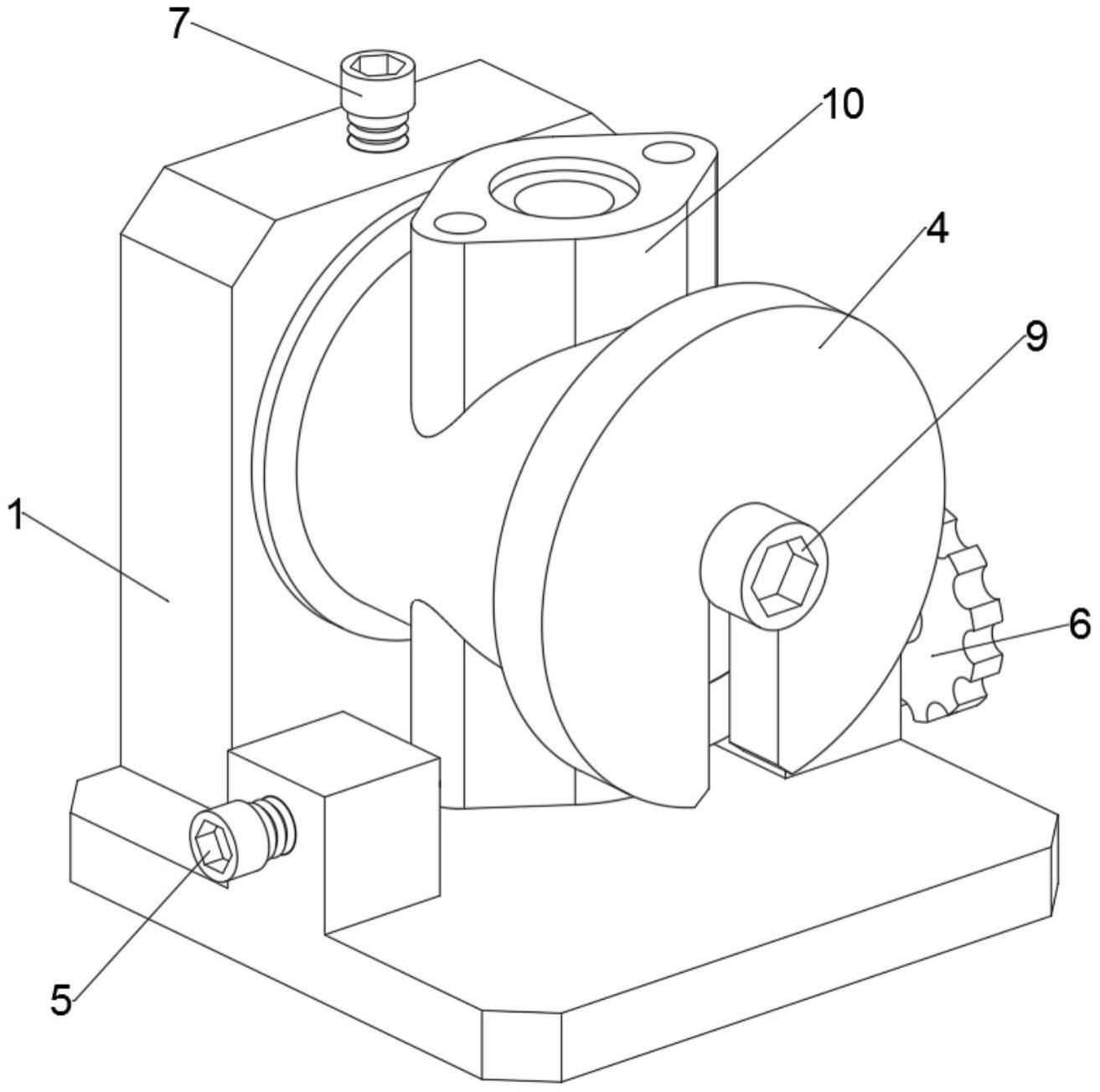
3、排气制动阀阀体轴孔加工夹具,包括:底座;所述底座顶部连接有定位轴,底座一侧安装有轴固定板,轴固定板内部安装有螺栓d,螺栓d与定位轴相连;所述定位轴一端连接有螺栓e,且螺栓e外部连接有快换夹板;所述底座顶部连接有螺栓a和螺栓b;阀体,所述阀体套装在定位轴外部,且阀体分别与底座、快换夹板、螺栓a和螺栓b相接触;所述底座顶部连接有螺栓c,且螺栓c与定位轴相连。
4、进一步的,所述底座顶部设有轴连孔,定位轴一端插接于轴连孔内,定位轴一端设有螺孔d,轴固定板直径大于轴连孔直径,轴固定板内部设有通孔,通孔与螺孔d相连通,螺栓d连接于通孔内,螺栓d一端螺纹连接于螺孔d内。
5、进一步的,所述底座顶部设有螺孔c,螺孔c与轴连孔相连通,螺栓c螺纹连接于螺孔c内,螺栓c底端与定位轴相接触。
6、进一步的,所述阀体滑动套装于定位轴外部,定位轴另一端设有螺孔e,螺栓e螺纹连接于螺孔e内,快换夹板内部设有缺口,快换夹板通过缺口滑动连接于螺栓e外部,快换夹板一侧与定位轴和阀体滑动接触,快换夹板另一侧与螺栓e滑动接触。
7、进一步的,所述底座顶部左端设有螺孔a,螺栓a螺纹连接于螺孔a内,螺栓a一端与阀体底部左端相接触。
8、进一步的,所述底座顶部右端设有螺孔b,螺栓b螺纹连接于螺孔b内,螺栓b一端与阀体底部右端相接触。
9、有益效果:
10、1.轴固定板与螺栓d的设置,通过轴固定板与螺栓d相互配合,将定位轴与底座连接在一起,保证定位轴与底座连接的牢固性,并且配合螺栓c的设置,当螺栓c拧紧后,螺栓c底端与定位轴呈接触状态,通过螺栓c对定位轴进行固定,阻止定位轴转动,保证定位轴状态的稳定性。
11、2.快换夹板与螺栓e的设置,当阀体套装在定位轴外部时,阀体一侧与底座相接触,将快换夹板插接于螺栓e外部,阀体另一侧与快换夹板相接触,通过快换夹板对阀体进行限位固定,使阀体固定更加简便快捷,并且配合螺栓a和螺栓b的设置,待快换夹板对阀体限位固定完毕后,转动螺栓a,使螺栓a与阀体底部左端接触,通过螺栓a将阀体调整至竖直状态,而后拧紧螺栓b,使螺栓b与阀体底部右端接触,通过螺栓b将阀体底部夹紧固定,保证阀体轴孔加工状态的稳定性,从而保证阀体内部轴孔加工精度。
12、本实用新型的其他优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.排气制动阀阀体轴孔加工夹具,其特征在于:包括底座(1);所述底座(1)顶部连接有定位轴(2),底座(1)一侧安装有轴固定板(3),轴固定板(3)内部安装有螺栓d(8),螺栓d(8)与定位轴(2)相连;所述定位轴(2)一端连接有螺栓e(9),且螺栓e(9)外部连接有快换夹板(4);所述底座(1)顶部连接有螺栓a(5)和螺栓b(6);阀体(10),所述阀体(10)套装在定位轴(2)外部,且阀体(10)分别与底座(1)、快换夹板(4)、螺栓a(5)和螺栓b(6)相接触;所述底座(1)顶部连接有螺栓c(7),且螺栓c(7)与定位轴(2)相连。
2.如权利要求1所述排气制动阀阀体轴孔加工夹具,其特征在于:所述底座(1)顶部设有轴连孔(101),定位轴(2)一端插接于轴连孔(101)内,定位轴(2)一端设有螺孔d(201),轴固定板(3)直径大于轴连孔(101)直径,轴固定板(3)内部设有通孔(301),通孔(301)与螺孔d(201)相连通,螺栓d(8)连接于通孔(301)内,螺栓d(8)一端螺纹连接于螺孔d(201)内。
3.如权利要求1所述排气制动阀阀体轴孔加工夹具,其特征在于:所述底座(1)顶部设有螺孔c(104),螺孔c(104)与轴连孔(101)相连通,螺栓c(7)螺纹连接于螺孔c(104)内,螺栓c(7)底端与定位轴(2)相接触。
4.如权利要求1所述排气制动阀阀体轴孔加工夹具,其特征在于:所述阀体(10)滑动套装于定位轴(2)外部,定位轴(2)另一端设有螺孔e(202),螺栓e(9)螺纹连接于螺孔e(202)内,快换夹板(4)内部设有缺口(401),快换夹板(4)通过缺口(401)滑动连接于螺栓e(9)外部,快换夹板(4)一侧与定位轴(2)和阀体(10)滑动接触,快换夹板(4)另一侧与螺栓e(9)滑动接触。
5.如权利要求1所述排气制动阀阀体轴孔加工夹具,其特征在于:所述底座(1)顶部左端设有螺孔a(102),螺栓a(5)螺纹连接于螺孔a(102)内,螺栓a(5)一端与阀体(10)底部左端相接触。
6.如权利要求1所述排气制动阀阀体轴孔加工夹具,其特征在于:所述底座(1)顶部右端设有螺孔b(103),螺栓b(6)螺纹连接于螺孔b(103)内,螺栓b(6)一端与阀体(10)底部右端相接触。
技术总结
本技术提供排气制动阀阀体轴孔加工夹具,涉及加工夹具技术领域,包括底座;所述底座顶部连接有定位轴,底座一侧安装有轴固定板,轴固定板内部安装有螺栓D,螺栓D与定位轴相连;所述定位轴一端连接有螺栓E,且螺栓E外部连接有快换夹板;所述底座顶部连接有螺栓A和螺栓B;阀体,所述阀体套装在定位轴外部,且阀体分别与底座、快换夹板、螺栓A和螺栓B相接触;本技术当阀体套装在定位轴外部时,阀体一侧与底座相接触,快换夹板插接于螺栓E外部,阀体另一侧与快换夹板相接触,通过快换夹板对阀体进行限位固定,使阀体固定更加简便快捷,通过螺栓A将阀体调整至竖直状态,螺栓B将阀体底部夹紧固定,保证阀体内部轴孔加工精度。
技术研发人员:卞建宇,李庆刚,赵爱娃,周伟,谢洪强,岳海丽
受保护的技术使用者:湖北鸿蒙汽车控制系统有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!