一种用于凸轮从动件精镗孔的夹具的制作方法
本技术属于凸轮从动件加工,具体涉及一种用于凸轮从动件精镗孔的夹具。
背景技术:
1、凸轮机构由凸轮、从动件、机架三个基本构件组成的高副机构。其中凸轮从动件上孔位的加工需要通过镗孔来实现;
2、如附图4中的从动件包括导向杆以及滚子u型连接头,在滚子u型连接头上设置两个对称的孔位来连接滚子,其中孔位就需要通过镗孔机来进行镗孔,传统技术用于从动件镗孔的夹具,是将滚子u型连接头通过夹头夹装固定在镗孔平台上,这样滚子u型连接头进行镗孔时,镗孔废屑直接集中于镗孔平台上,不利于废屑的清理。
3、为此,我们提出一种便于废屑清理排出的用于凸轮从动件精镗孔的夹具来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种用于凸轮从动件精镗孔的夹具,以解决上述背景技术中提出的问题。
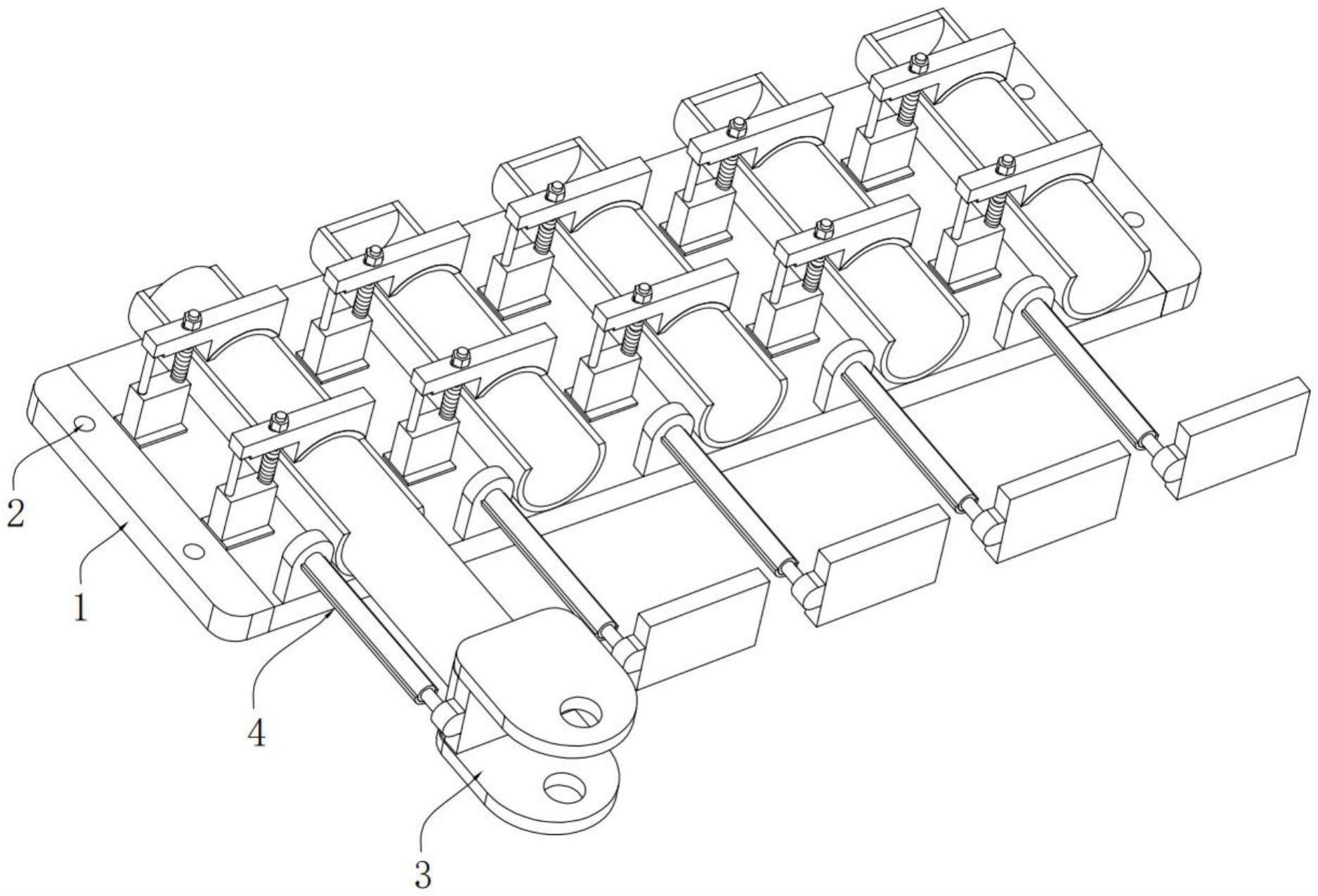
2、为实现上述目的,本实用新型提供如下技术方案:一种用于凸轮从动件精镗孔的夹具,包括镗孔平台,所述镗孔平台的两端分别开设有安装孔,镗孔平台的两端分别通过贯穿于安装孔的螺栓固定在主传动轴和从动轴上;
3、所述镗孔平台上等距离排列设有若干组用于从动件装夹固定的工装夹具,每组所述工装夹具包括两组用于夹装定位从动件上导向杆的定位夹件、与导向杆配合插接定位的插槽以及与从动件上滚子u型连接头配合夹紧定位的气动夹件;
4、所述导向杆装夹定位至镗孔平台上,滚子u型连接头装夹定位至镗孔平台外侧。
5、所述从动件装夹定位在镗孔平台上后,滚子u型连接头上的待镗孔的孔位位于镗孔平台的外侧。
6、在镗孔平台上排列设置若干组用于装夹固定从动件的工装夹具,能够多工位装夹从动件,一次性装夹多个从动件,便于提高从动件的加工效率,从动件上的导向杆插接在插槽内,导向杆的顶端通过定位夹件固定,气动夹件用于装夹固定滚子u型连接头,能够将导向杆装夹定位至镗孔平台上,滚子u型连接头装夹定位至镗孔平台外侧,在对滚子u型连接头镗孔时,废屑直接从镗孔平台的外侧落下,不会堆积至镗孔平台上,后续的废屑清理也方便。
7、将镗孔平台的两端分别固定在主传动轴和从动轴上,电机驱动主传动轴转动,能够带动镗孔平台翻转,滚子u型连接头一侧的孔位加工完成后,翻转镗孔平台,方便对滚子u型连接头另一侧的孔位进行加工。
8、所述定位夹件包括固定在镗孔平台上的t型支座、固定在t型支座顶部的支杆、夹头以及锁紧螺栓,所述锁紧螺栓贯穿于夹头后螺接至t型支座上,所述锁紧螺栓外侧面套接有限位在夹头和t型支座之间的弹簧,所述夹头上设有将导向杆夹装固定在插槽内的凹面弧形夹块。
9、所述支杆的顶端扣在夹头外端底部的扣槽内。
10、所述插槽的后侧端固定设有与导向杆相配合限位的限位板。
11、所述气动夹件包括固定设于镗孔平台前侧端顶部的立板、固定设于立板前侧端且延伸至镗孔平台外侧的气缸固定座、固定设于气缸固定座上的气缸以及固定设于气缸活塞杆端部且从滚子u型连接头的前端间隙对滚子u型连接头装夹的夹紧板。
12、本实用新型的技术效果和优点:将从动件上的导向杆插接定位在插槽内并与限位板抵顶限位,气动夹件上的气缸动作,气缸的活塞杆回收,带动夹紧板往回收,夹紧板通过滚子u型连接头上u型开口处对滚子u型连接头装夹,工装夹具通过限位板和气动夹件对从动件的前后两端进行装夹,转动锁紧螺栓下压夹头,通过夹头上的凹面弧形夹块将导向杆牢牢的装夹在插槽内,通过定位夹件对从动件的顶端进行装夹,装夹定位方便;
13、从动件装夹定位在镗孔平台上后,滚子u型连接头上的待镗孔的孔位位于镗孔平台的外侧,在对滚子u型连接头镗孔时,废屑直接从镗孔平台的外侧落下,不会堆积至镗孔平台上,后续的废屑清理也方便。
技术特征:
1.一种用于凸轮从动件精镗孔的夹具,包括镗孔平台(1),其特征在于:所述镗孔平台(1)的两端分别开设有安装孔(2),镗孔平台(1)的两端分别通过贯穿于安装孔(2)的螺栓固定在主传动轴和从动轴上;
2.根据权利要求1所述的一种用于凸轮从动件精镗孔的夹具,其特征在于:所述定位夹件(41)包括固定在镗孔平台(1)上的t型支座(4101)、固定在t型支座(4101)顶部的支杆(4102)、夹头(4103)以及锁紧螺栓(4104),所述锁紧螺栓(4104)贯穿于夹头(4103)后螺接至t型支座(4101)上,所述锁紧螺栓(4104)外侧面套接有限位在夹头(4103)和t型支座(4101)之间的弹簧(4105),所述夹头(4103)上设有将导向杆(301)夹装固定在插槽(42)内的凹面弧形夹块(4106)。
3.根据权利要求2所述的一种用于凸轮从动件精镗孔的夹具,其特征在于:所述支杆(4102)的顶端扣在夹头(4103)外端底部的扣槽(4107)内。
4.根据权利要求1所述的一种用于凸轮从动件精镗孔的夹具,其特征在于:所述插槽(42)的后侧端固定设有与导向杆(301)相配合限位的限位板(44)。
5.根据权利要求1所述的一种用于凸轮从动件精镗孔的夹具,其特征在于:所述气动夹件(43)包括固定设于镗孔平台(1)前侧端顶部的立板(4301)、固定设于立板(4301)前侧端且延伸至镗孔平台(1)外侧的气缸固定座(4302)、固定设于气缸固定座(4302)上的气缸(4303)以及固定设于气缸(4303)活塞杆端部且从滚子u型连接头(302)的前端间隙对滚子u型连接头(302)装夹的夹紧板(4304)。
6.根据权利要求1所述的一种用于凸轮从动件精镗孔的夹具,其特征在于:所述从动件(3)装夹定位在镗孔平台(1)上后,滚子u型连接头(302)上的待镗孔的孔位(303)位于镗孔平台(1)的外侧。
技术总结
本技术涉及凸轮从动件加工技术领域,且公开了一种用于凸轮从动件精镗孔的夹具,将从动件上的导向杆插接定位在插槽内并与限位板抵顶限位,气动夹件上的气缸动作,气缸的活塞杆回收,带动夹紧板往回收,夹紧板通过滚子U型连接头上U型开口处对滚子U型连接头装夹,工装夹具通过限位板和气动夹件对从动件的前后两端进行装夹,转动锁紧螺栓下压夹头,通过夹头上的凹面弧形夹块将导向杆牢牢的装夹在插槽内,通过定位夹件对从动件的顶端进行装夹,装夹定位方便;在对滚子U型连接头镗孔时,废屑直接从镗孔平台的外侧落下,不会堆积至镗孔平台上,后续的废屑清理也方便。
技术研发人员:庄国良,杨攀,张勇
受保护的技术使用者:苏州宝韵精密机电有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!